
Introduction: Understanding Polycarbonate (PC)
ポリカーボネート(PC)1 is renowned for its exceptional performance, offering high transparency, excellent impact toughness, creep resistance, and a wide operating temperature range. However, processing this engineering plastic requires precision.

Key Material Characteristics:
- Viscosity Sensitivity: PC melt viscosity is highly sensitive to temperature but less sensitive to shear rate.
- No Clear Melting Point: It softens over a range.
- High Melt Viscosity: Requires higher processing temperatures.
- Hydrolysis Risk: The resin is prone to hydrolysis at high temperatures if moisture is present, leading to part degradation.
プロのアドバイス To improve melt flow, do not rely solely on increasing injection pressure. Instead, raise the injection temperature. However, strict moisture control is non-negotiable.
🛠️ Critical Pre-Processing: Drying & Mold Design
Before the injection process begins, specific steps must be taken to ensure quality.
- Drying is Mandatory2: PC must be dried thoroughly to reduce moisture content to below 0.02%.
- Moisture Protection: Keep the resin insulated during processing to prevent re-absorption of moisture from the air.
- Mold Design: Runners and gates should be short and thick to minimize pressure loss.
- Stress Reduction: High mold temperatures and post-processing annealing are recommended to eliminate internal stress and prevent cracking.

⚙️ The 7 Key Parameters of PC Injection Molding
Here is a detailed breakdown of the processing window for PC.
1. Injection Temperature3 Temperature selection depends on part geometry, mold structure, and requirements.
- Standard Range: 270°C – 320°C.
- 警告だ: Exceeding 340°C can cause decomposition. Signs include darkened color, silver streaks, dark spots, and bubbles. Mechanical properties will significantly degrade.
2. 射出圧力4 Pressure affects physical properties, internal stress, and shrinkage.
- Standard Range: 80 – 120 MPa.
- High Pressure (120 – 145 MPa): Required for thin-walled, long-flow, or complex parts with small gates to overcome flow resistance.
3. Holding Pressure & Time Crucial for preventing vacuum voids and sink marks.
- Strategy: Low holding pressure with high melt temperature is often the best approach to reduce internal stress.
- Timing: Thin parts need short holding times; thick parts require longer times. This is often determined by the gate freeze-off time.
4. Injection Speed While speed has less impact on PC properties, flow control is key.
- Recommendation: Use medium to slow speeds.
- Technique: Multi-stage injection (Slow-Fast-Slow) is preferred to ensure smooth filling without trapping air.
- Standard: 80°C – 100°C.
- Complex/Thin Parts: Can be increased to 100°C – 120°C (ensure this is below the mold steel's tempering temperature).
6. Screw Speed & Back Pressure6 Due to high viscosity, excessive speed can damage the machine or the material.
- Screw Speed: 30 – 60 r/min.
- Back Pressure: 10% – 15% of injection pressure.
7. Material Usage
- Release Agents: Use strictly controlled amounts.
- Recycled Material: Limit re-grind usage to max 20% and no more than 3 cycles.
Quick Reference: PC Processing Parameters
For easy reference, here is a summary of the optimal settings.
| Parameter | Recommended Setting | Notes |
|---|---|---|
| Drying Temp/Time | 120°C / 4+ Hours | Moisture < 0.02% |
| 溶融温度 | 270°C - 320°C | Do not exceed 340°C |
| 射出圧力 | 80 - 145 MPa | Higher for thin walls |
| 金型温度 | 80°C - 120°C | Higher temp reduces stress |
| Screw Speed | 30 - 60 r/min | Prevents shear heating |
| 背圧 | 10% - 15% | Ensures melt density |
Screw Selection & Machine Requirements
Choosing the right hardware is as important as setting the parameters.
Machine Requirements:
- Shot Size: The maximum part weight (including runners) should not exceed 70-80% of the machine's nominal injection capacity.
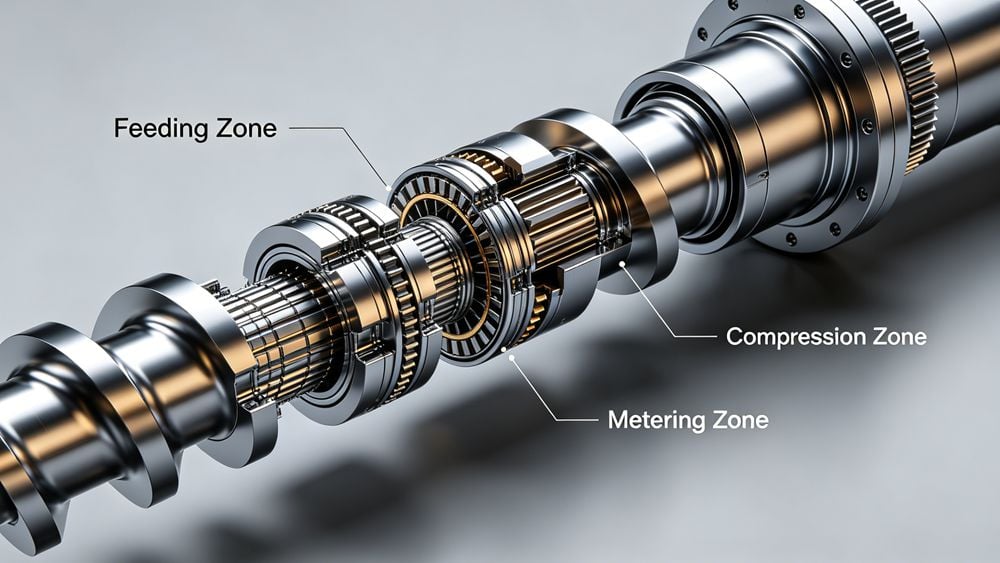
Screw Specifications:
- Type: Single-flight, constant pitch, gradual compression screw with a non-return valve (check ring).
- L/D Ratio (Length/Diameter): 15:1 to 20:1.
- Compression Ratio: 2:1 to 3:1.
結論
Mastering PC injection molding requires a balance of thermal control and pressure management. By strictly controlling moisture and adhering to the temperature and screw speed guidelines above, you can produce high-clarity, impact-resistant parts with minimal internal stress.
Explore the advantages of Polycarbonate (PC) to understand its applications and benefits in various industries. ↩
Understand the importance of drying Polycarbonate to ensure optimal processing and part quality. ↩
Find out the best injection temperature settings for Polycarbonate to ensure quality and performance. ↩
Explore how injection pressure affects the molding process and the final properties of Polycarbonate parts. ↩
Explore the relationship between mold temperature and the quality of Polycarbonate parts in injection molding. ↩
Learn how screw speed and back pressure influence the injection molding process and material quality. ↩



