
ブログ
The Ultimate Guide to PTFE Injection Molding: Process, Challenges, and Solutions
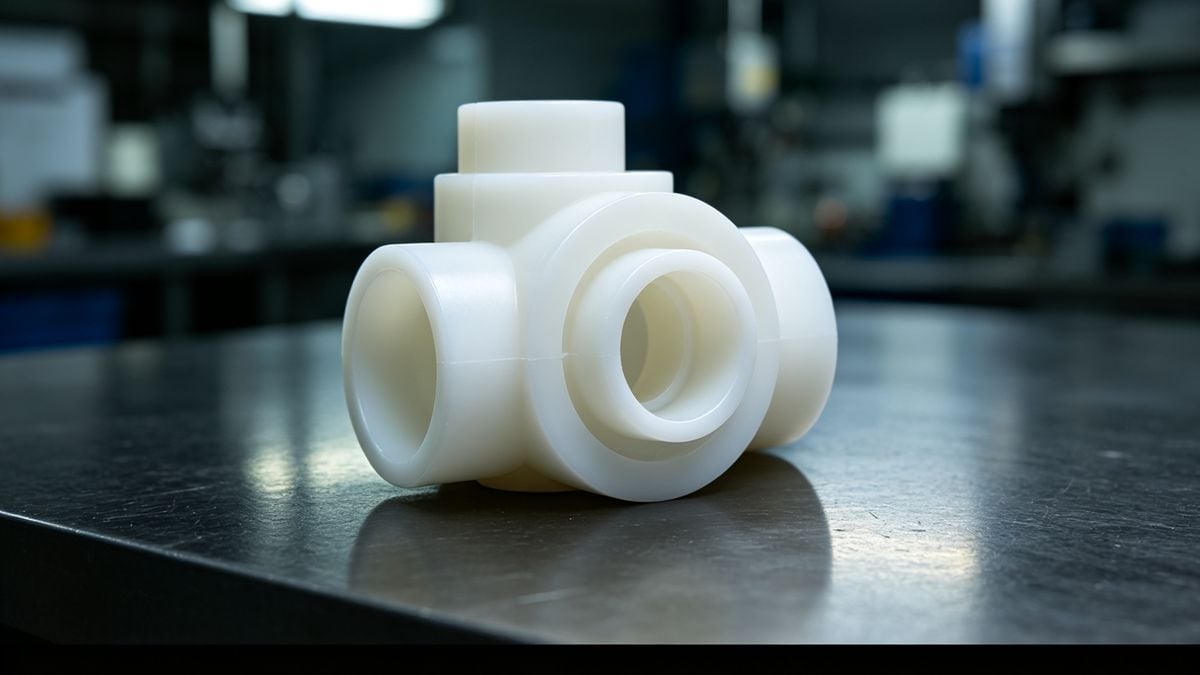
Polytetrafluoroethylene (PTFE), widely recognized by its brand name Teflon™, is often referred to as the “King of Plastics.” Renowned for
Polytetrafluoroethylene (PTFE), widely recognized by its brand name Teflon™, is often referred to as the “King of Plastics.” Renowned for

EVA injection molding can be complex, but with the right approach, it can lead to outstanding results. Here’s what you
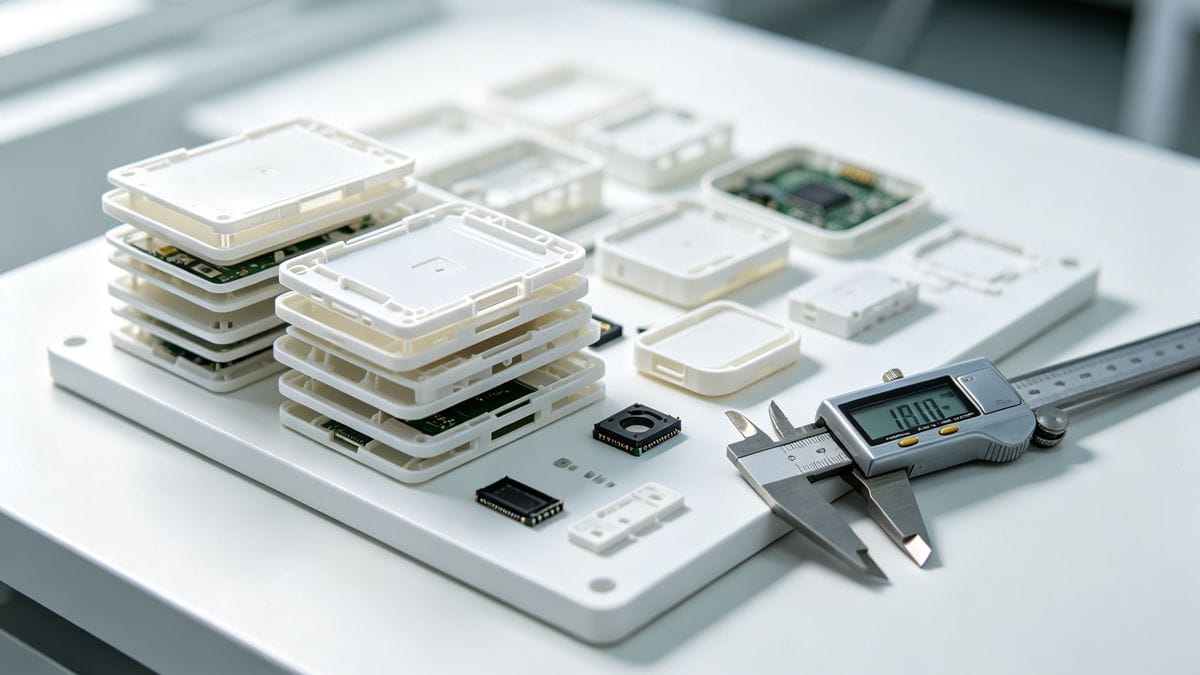
Struggling with failed thin-wall parts? It’s a complex process where standard rules fail, leading to costly errors. This guide reveals

When it comes to toughening PVC (Polyvinyl Chloride) products, CPE (Chlorinated Polyethylene) stands out as one of the most reliable
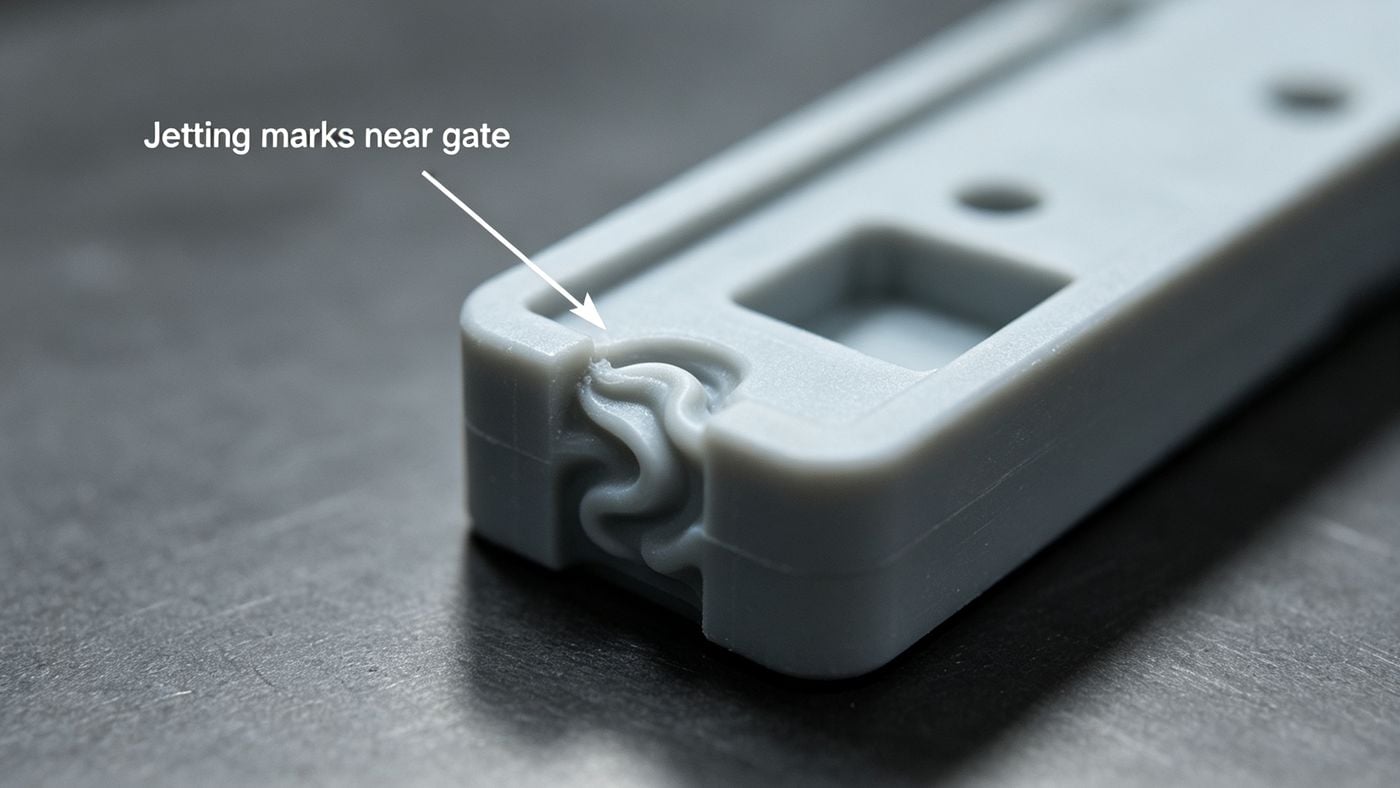
Injection molding is a precise science, but even minor deviations can lead to costly defects. One of the most frustrating

Introduction Adding color masterbatch to injection molding is a standard practice, but it can sometimes lead to unexpected defects. From

Transparent plastics demand exceptional clarity. Because light passes directly through the material, even the slightest surface defect—such as streaks, air

Struggling to find a material with both rubber-like flexibility and plastic’s processability? Choosing wrong leads to costly failures. TPE injection