
Introduction: Understanding Polycarbonate (PC)
Polycarbonat (PC)1 is renowned for its exceptional performance, offering high transparency, excellent impact toughness, creep resistance, and a wide operating temperature range. However, processing this engineering plastic requires precision.

Key Material Characteristics:
- Viscosity Sensitivity: PC melt viscosity is highly sensitive to temperature but less sensitive to shear rate.
- No Clear Melting Point: It softens over a range.
- High Melt Viscosity: Requires higher processing temperatures.
- Hydrolysis Risk: The resin is prone to hydrolysis at high temperatures if moisture is present, leading to part degradation.
Profi-Tipp: To improve melt flow, do not rely solely on increasing injection pressure. Instead, raise the injection temperature. However, strict moisture control is non-negotiable.
🛠️ Critical Pre-Processing: Drying & Mold Design
Before the injection process begins, specific steps must be taken to ensure quality.
- Drying is Mandatory2: PC must be dried thoroughly to reduce moisture content to below 0.02%.
- Moisture Protection: Keep the resin insulated during processing to prevent re-absorption of moisture from the air.
- Formdesign: Runners and gates should be short and thick to minimize pressure loss.
- Stress Reduction: High mold temperatures and post-processing annealing are recommended to eliminate internal stress and prevent cracking.

⚙️ The 7 Key Parameters of PC Injection Molding
Here is a detailed breakdown of the processing window for PC.
1. Injection Temperature3 Temperature selection depends on part geometry, mold structure, and requirements.
- Standard Range: 270°C – 320°C.
- Warning: Exceeding 340°C can cause decomposition. Signs include darkened color, silver streaks, dark spots, and bubbles. Mechanical properties will significantly degrade.
2. Einspritzdruck4 Pressure affects physical properties, internal stress, and shrinkage.
- Standard Range: 80 – 120 MPa.
- High Pressure (120 – 145 MPa): Required for thin-walled, long-flow, or complex parts with small gates to overcome flow resistance.
3. Holding Pressure & Time Crucial for preventing vacuum voids and sink marks.
- Strategie: Low holding pressure with high melt temperature is often the best approach to reduce internal stress.
- Timing: Thin parts need short holding times; thick parts require longer times. This is often determined by the gate freeze-off time.
4. Injection Speed While speed has less impact on PC properties, flow control is key.
- Empfehlung: Use medium to slow speeds.
- Technique: Multi-stage injection (Slow-Fast-Slow) is preferred to ensure smooth filling without trapping air.
- Standard: 80°C – 100°C.
- Complex/Thin Parts: Can be increased to 100°C – 120°C (ensure this is below the mold steel's tempering temperature).
6. Screw Speed & Back Pressure6 Due to high viscosity, excessive speed can damage the machine or the material.
- Screw Speed: 30 – 60 r/min.
- Back Pressure: 10% – 15% of injection pressure.
7. Material Usage
- Release Agents: Use strictly controlled amounts.
- Recycled Material: Limit re-grind usage to max 20% and no more than 3 cycles.
Quick Reference: PC Processing Parameters
For easy reference, here is a summary of the optimal settings.
| Parameter | Recommended Setting | Notes |
|---|---|---|
| Drying Temp/Time | 120°C / 4+ Hours | Moisture < 0.02% |
| Schmelztemperatur | 270°C - 320°C | Do not exceed 340°C |
| Einspritzdruck | 80 - 145 MPa | Higher for thin walls |
| Form Temperatur | 80°C - 120°C | Higher temp reduces stress |
| Screw Speed | 30 - 60 r/min | Prevents shear heating |
| Back Pressure | 10% - 15% | Ensures melt density |
Screw Selection & Machine Requirements
Choosing the right hardware is as important as setting the parameters.
Machine Requirements:
- Shot Size: The maximum part weight (including runners) should not exceed 70-80% of the machine's nominal injection capacity.
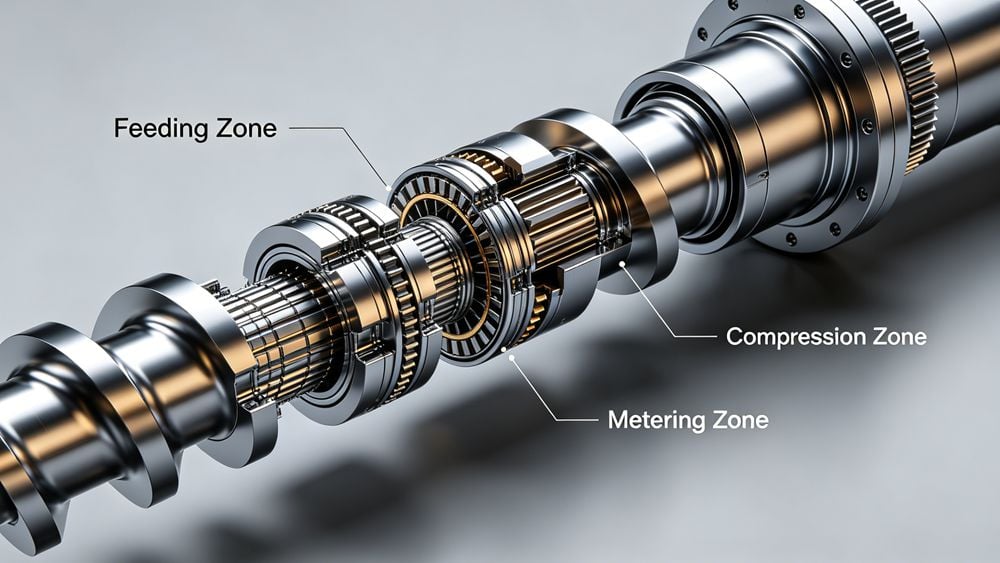
Screw Specifications:
- Type: Single-flight, constant pitch, gradual compression screw with a non-return valve (check ring).
- L/D Ratio (Length/Diameter): 15:1 to 20:1.
- Compression Ratio: 2:1 to 3:1.
Fazit
Mastering PC injection molding requires a balance of thermal control and pressure management. By strictly controlling moisture and adhering to the temperature and screw speed guidelines above, you can produce high-clarity, impact-resistant parts with minimal internal stress.
Explore the advantages of Polycarbonate (PC) to understand its applications and benefits in various industries. ↩
Understand the importance of drying Polycarbonate to ensure optimal processing and part quality. ↩
Find out the best injection temperature settings for Polycarbonate to ensure quality and performance. ↩
Explore how injection pressure affects the molding process and the final properties of Polycarbonate parts. ↩
Explore the relationship between mold temperature and the quality of Polycarbonate parts in injection molding. ↩
Learn how screw speed and back pressure influence the injection molding process and material quality. ↩



