Injection Molding of Thermosetting Plastics: A Comprehensive Guide
Thermosetting plastics are a class of polymers that become irreversibly hardened when heated. Unlike their thermoplastic counterparts, which can be melted and re-formed, thermosets undergo a chemical change during molding, creating a permanent, rigid structure. This process, known as thermoset injection molding, is a critical manufacturing method for producing high-performance components1 with excellent heat resistance, dimensional stability, and mechanical strength.
The process involves using a screw or plunger to force the polymer through a heated barrel (typically 120-260°F) to reduce its viscosity. This low-viscosity material is then injected at high pressure into a heated mold (300-450°F). Once the mold is filled, pressure is maintained. This triggers a chemical cross-linking reaction, causing the polymer to cure and harden. The solid part is then ejected while still hot. Because of the irreversible nature of this reaction, the finished product cannot be re-melted or re-formed.
Materials and Equipment
Thermoset injection molding machines consist of a hydraulic clamping unit to close the mold and an injection unit to deliver the material. Most thermosetting plastics are used in granular or flake form and are fed from a gravity hopper into the screw injection unit. However, materials like Bulk Molding Compound (BMC), which has a dough-like consistency, require a piston feeder to force the material into the screw's flights.
The most commonly processed polymers using this method are, in order of usage volume:
- Phenolic plastics
- Bulk Molding Compounds (BMC)
- Melamine
- Epoxy resins
- Urea-formaldehyde plastics
- Vinyl ester polymers
- Diallyl Phthalate (DAP)
To reduce costs, lower shrinkage, and enhance properties like strength, thermosetting plastics often contain a high percentage of fillers (up to 70% by weight). Common fillers include glass fiber, mineral fiber, clay, wood fiber, and carbon black. These fillers can be highly abrasive and create high-viscosity melts, requiring robust and wear-resistant processing equipment.

The Molding Process
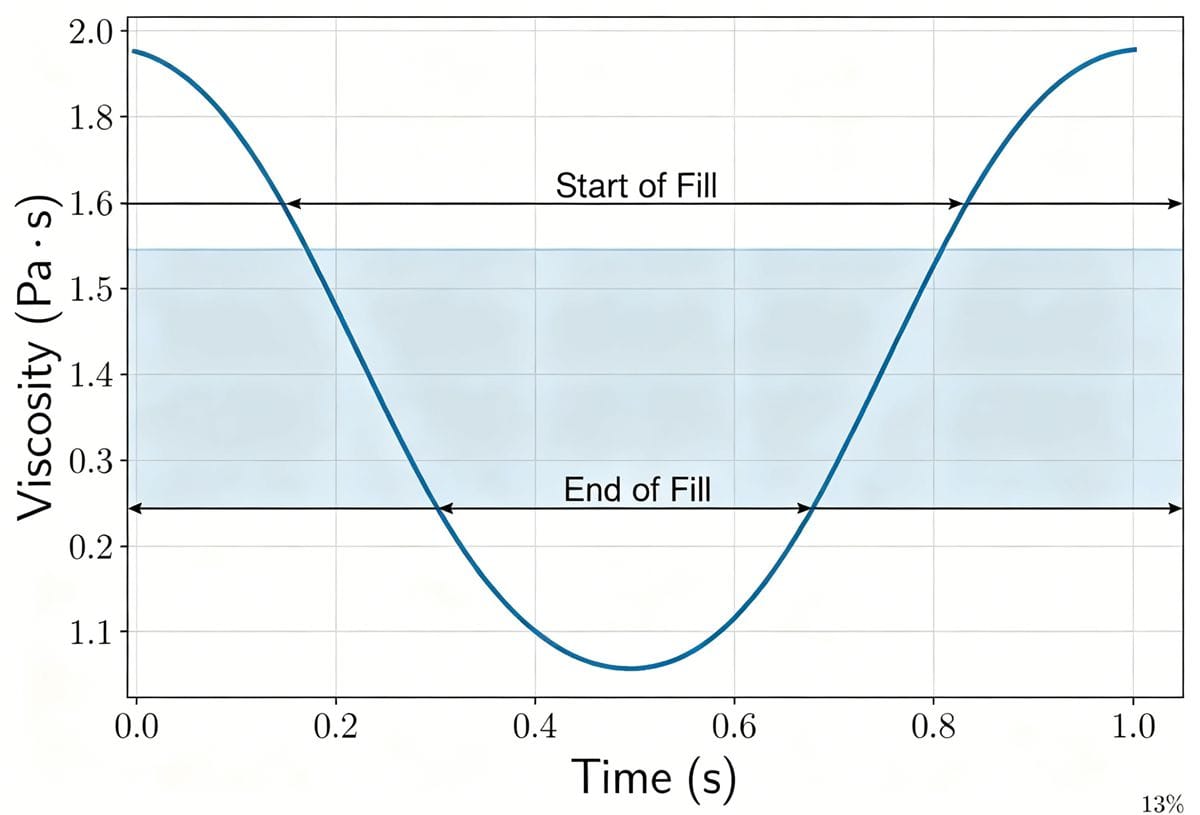
The key to thermoset injection molding2 lies in understanding the material's unique viscosity profile. While both thermoplastics and thermosets see a drop in viscosity when heated, thermosets' viscosity increases over time and with temperature due to the chemical cross-linking reaction. This results in a characteristic U-shaped viscosity curve. The objective is to complete the mold filling during the lowest point of this curve, which minimizes the required pressure and reduces damage to any reinforcing fibers within the material.
The process unfolds in several stages:
- Plasticization: A screw conveys the material through the heated barrel. The barrel is heated via a water or oil jacket, and the screw is designed to gently compress, remove air, and heat the material to a low-viscosity state.
- Injection: The screw stops rotating and acts as a plunger, pushing the material into the mold at high speed. This rapid fill, often in as little as 0.5 seconds, requires high pressure (up to 193 MPa). The friction from this high-speed flow generates additional heat, accelerating the curing reaction.
- Curing: Once the cavity is full, the pressure is reduced to a holding pressure (34.5–68.9 MPa) for 5–10 seconds to compensate for shrinkage. The material is then held in the hot mold until it hardens. The entire cycle can range from 10 to 120 seconds, depending on part thickness and material.
- Ejection: The cured part is ejected. It may still be slightly soft and uses its own residual heat to complete the final curing stage after removal.
To improve quality, a "breathing" or venting operation is sometimes used. The mold opens slightly after partial filling to allow gases to escape before closing again to complete the injection. This helps prevent defects and ensures better surface finish.
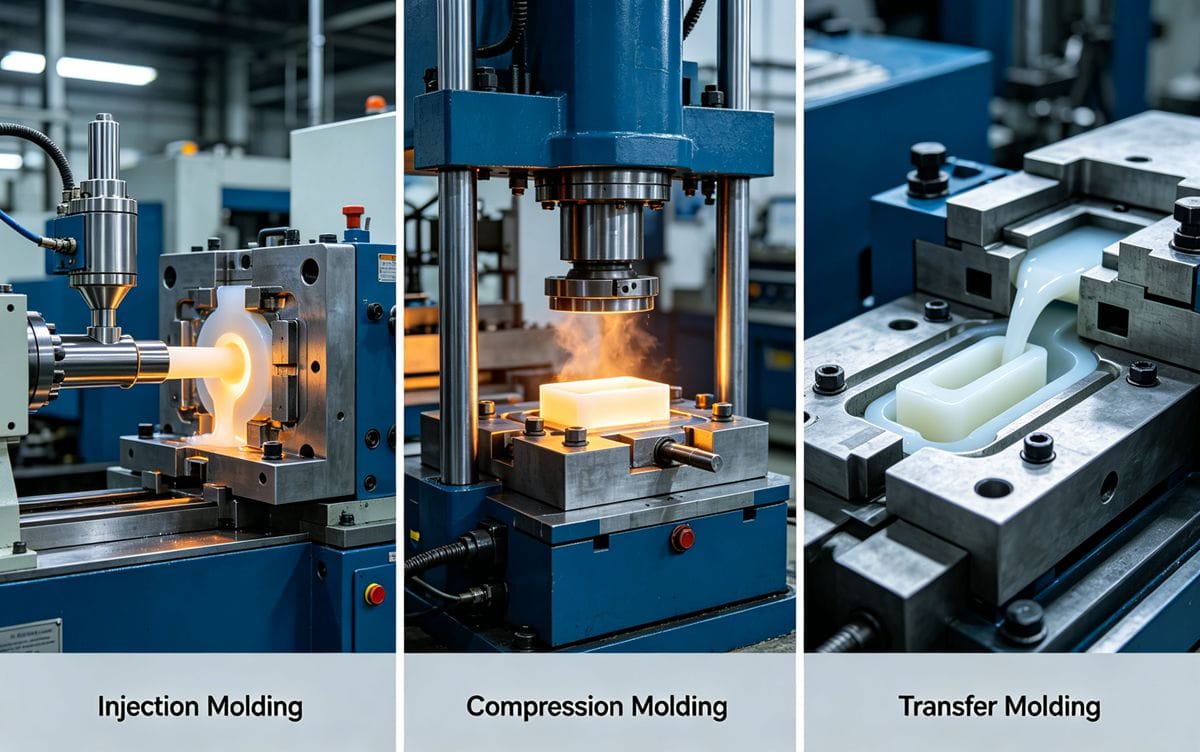
Comparison with Other Molding Methods
Injection molding is often compared to compression molding3 and transfer molding, the other primary methods for shaping thermosets.
| Feature | Spuitgieten | Compression Molding | Transfer Molding |
|---|---|---|---|
| Cycle Time | Fastest (2-3x faster) | Slowest | Matig |
| Automation | Highly Automated | Less Automated | Moderately Automated |
| Part Consistency | Hoog | Variabel | Hoog |
| Labor Cost | Laag | Hoog | Matig |
| Equipment Cost | Hoog | Laag | Matig |
| Part Strength | Goed | Uitstekend | Zeer Goed |
Injection molding offers superior production rates and consistency, making it ideal for high-volume applications. However, it requires a higher initial investment in equipment and molds. Compression molding, while slower, can produce parts with higher strength and better surface finish. Transfer molding offers a balance between the two.
Equipment Selection and Control
Selecting the right equipment is crucial. Key factors include clamping force and injection capacity.
- Clamping Force: Measured in tons, this is determined by the projected area of the part and runner system. Required tonnage can range from 1.5 to 5 tons per square inch, depending on part complexity.
- Injection Capacity: This is determined by the maximum injection pressure needed (from 96.5 MPa for some BMCs to 207 MPa for specialty phenolics) and the total volume of the part and runner system.
Modern machines are typically computer-controlled, allowing for precise management of injection speed, clamping force, and temperature profiles for both the barrel and the mold. The barrel temperature is controlled by circulating hot water through a jacket, while molds are heated using cartridge heaters, steam, or circulating hot oil. Precise and stable mold temperature is paramount for producing uniform, high-quality parts.

Post-Processing and Applications
Due to the low viscosity of the material, a thin film of plastic (flash) often forms along the mold's parting line. Consequently, thermoset parts frequently require deflashing. This is often done through tumbling or by using a machine that blasts the parts with plastic pellets to knock off the brittle flash.
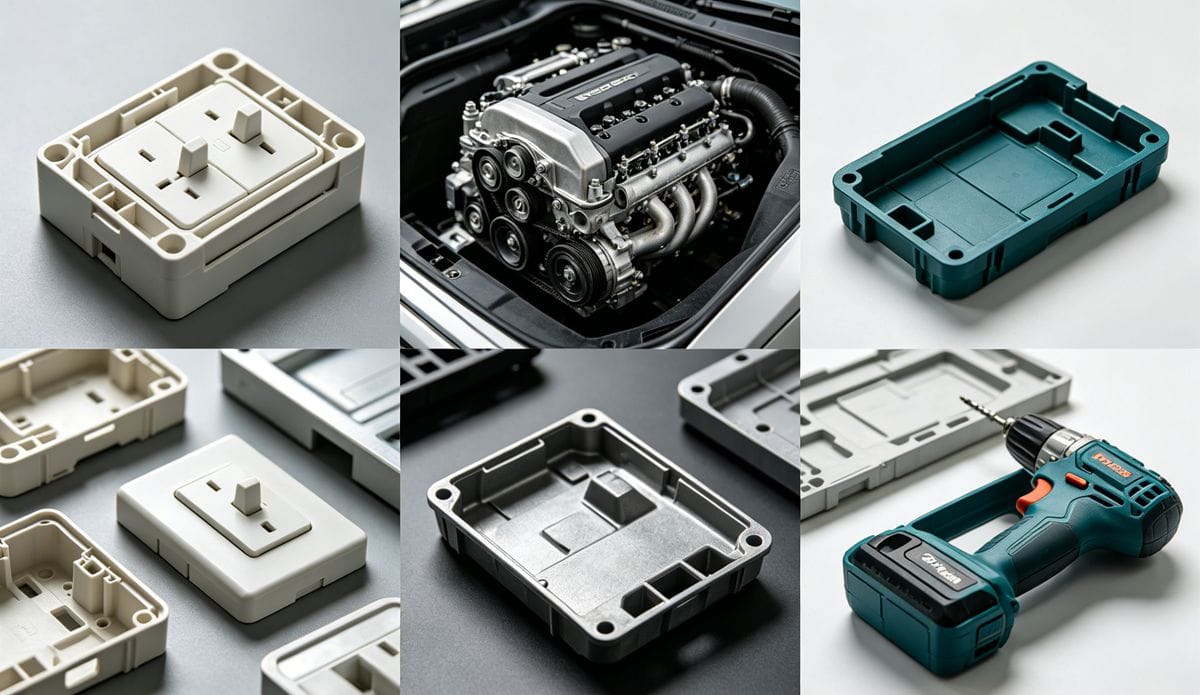
The primary markets for injection-molded thermoset components are industries that demand high performance and durability:
- Automotive: Engine components, headlight reflectors, and brake system parts.
- Electrical: Circuit breakers, switch housings, and coil bobbins.
- Appliances: Toaster plates, coffee maker bases, and motor commutators.
- Other: Power tool housings, lighting fixtures, and gas meters.