
How to Fix Plastic Injection Molding Dimensional Variations: A Comprehensive Troubleshooting Guide
Dimensional accuracy is critical in plastic injection molding. When your parts start shrinking, warping, or failing to meet tolerance specifications, it can lead to costly assembly failures and scrapped batches. But what causes these dimensional variations, and more importantly, how do you fix them?
In this guide, we break down the five primary culprits behind injection molding dimensional instability and provide actionable, professional solutions to get your production back on track. For a dedicated full troubleshooting resource focused on dimensional instability, check our complete guide: Injection Molding Dimensional Instability – The Ultimate Troubleshooting Guide.
Inconsistent Molding Parameters & Processing Errors
Injection molding is a delicate balance of temperature, pressure, and time. Even minor deviations in the cycle can wreak havoc on part dimensions. Low injection pressure, insufficient packing time, uneven mold temperatures, or inadequate cooling are common triggers for dimensional instability.
How to Adjust Your Process:
Generally, increasing injection pressure and speed, extending packing time, and raising melt/mold temperatures can help stabilize dimensions. However, specific adjustments depend on the exact symptom:
| Part Symptom | Recommended Process Adjustments | Goal |
|---|---|---|
| Part is TOO LARGE | Decrease injection pressure & melt temp; Increase mold temp; Shorten fill time; Reduce gate size. | Increase shrinkage rate |
| Part is TOO SMALL | Increase injection pressure & melt temp; Extend packing time; Lower mold temp. | Decrease shrinkage rate |
⚠️ Pro Tip: Don't forget the environment! Ambient temperature fluctuations in the factory can significantly impact mold temperatures. Always adjust your equipment settings to compensate for seasonal or daily environmental changes.
To master how temperature, pressure and cycle time alter part sizing, read our dedicated process guide: Key Factors in the Injection Molding Process: A Guide to Temperature, Pressure, and Time
Improper Material Selection & Preparation
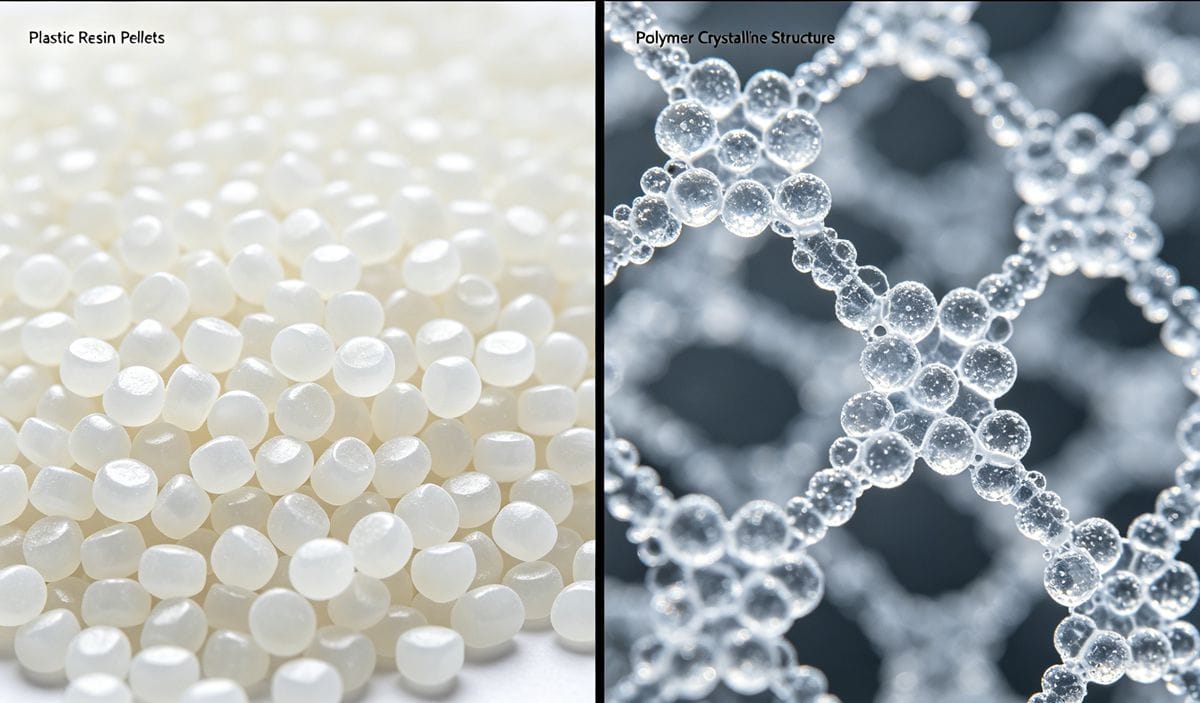
The shrinkage rate of the base resin is the single biggest factor affecting dimensional accuracy. Even with a perfect mold and machine, high-shrinkage materials will make tight tolerances nearly impossible to hold.
- Crystalline vs. Amorphous Resins: Crystalline and semi-crystalline resins (like PP, PE, Nylon) naturally have higher and more variable shrinkage rates than amorphous resins (like ABS, PC). Higher crystallinity means greater volume reduction during cooling. Smaller spherulite sizes generally result in lower shrinkage and better impact strength.
- Material Consistency: Dimensional fluctuations can also stem from inconsistent pellet sizes, poor drying, uneven mixing of regrind and virgin material, or batch-to-batch property variations. Always ensure your resin's shrinkage variance falls within your part's tolerance limits.
For full material shrinkage data and material selection rules for precision manufacturing, refer to: Comprehensive Guide to Plastic Shrinkage Rates for Injection Molding
Mold Design Flaws & Wear
Your mold is the heart of the process. If the tooling isn't up to par, the parts won't be either.
- Mold Deflection: Insufficient mold rigidity under high cavity pressure causes elastic deformation, leading to inconsistent part sizes.
- Wear & Tear: Abrasive fillers (like glass fiber) can wear down the cavity. Similarly, worn guide pins and bushings cause misalignment.
- Multi-Cavity Imbalance: In multi-cavity molds, unbalanced runners or gates cause uneven filling. For high-precision parts, single-cavity molds are often safer unless advanced balancing is implemented.
- Wall Thickness Variations: If a single-cavity part is consistently thick on one side, it’s usually a core/cavity alignment issue. Consider adding secondary locking blocks instead of relying solely on guide pins. For hot runner molds, implement dual cooling circuits with minimal temperature differentials to prevent thermal shifting.
Design Note: When designing molds, always leave machining allowances. Cavities should be cut slightly undersized, and cores slightly oversized. For parts with deep holes, make the core pins slightly larger, as plastic shrinks toward the center of the hole.
Equipment Malfunctions
Sometimes the issue isn't the mold or the material—it's the machine. Common mechanical and electrical faults include:
- Inadequate plasticizing capacity or unstable feeding systems.
- Fluctuating screw RPM or check ring (non-return valve) failures.
- Faulty temperature controllers, burned-out thermocouples, or broken heater bands.
Conduct regular preventive maintenance to identify and resolve these mechanical bottlenecks before they ruin a production run.

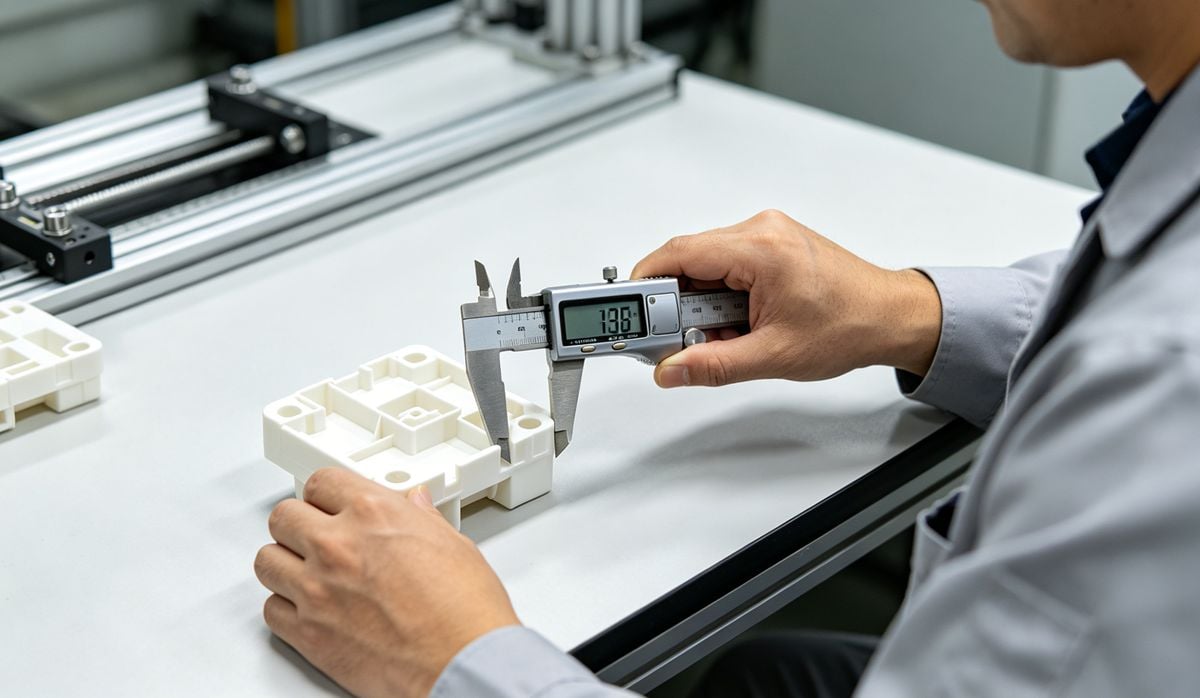
Inconsistent Measurement Methods
Are your parts actually out of spec, or are you measuring them incorrectly? Plastics have a thermal expansion coefficient roughly 10 times greater than metals. Measuring a warm part right out of the mold will yield drastically different results than measuring a fully cooled part.
- Standardize Testing: Always measure at standard room temperature using calibrated tools.
- Allow for Stabilization: Plastic parts continue to shrink and stabilize post-ejection. Most of the dimensional change happens within the first 10 hours, but parts typically require 24 hours to fully stabilize. Never make process adjustments based on "hot" measurements.

Conclusie
Fixing dimensional variations in plastic injection molding requires a systematic approach. By auditing your processing parameters, selecting the right materials, maintaining your tooling, ensuring machine health, and standardizing your QC measurements, you can achieve consistent, high-precision parts every time.
Are you still struggling with injection molding tolerances? Leave a message below or contact our engineering team for expert troubleshooting support!



