
Korte shots (ook bekend als ondervullingen) treden op wanneer de gesmolten kunststof de matrijsholte niet volledig vult, wat resulteert in een onvolledig onderdeel. Dit defect treedt meestal op in dunwandige secties of gebieden die het verst van de poort verwijderd zijn.
Pro Tip: Voor interne kenmerken die niet van invloed zijn op de esthetiek of functionaliteit, kunnen kleine kortsluitingen acceptabel zijn. Als u deze echter probeert te repareren door te veel te verpakken, kan dit leiden tot flash (overtollig materiaal dat naar buiten lekt), dus evalueer altijd eerst de noodzaak van de aanpassing.
Korte shots worden veroorzaakt door verschillende factoren, van machine-instellingen tot matrijsontwerp. Hieronder vindt u de 12 meest effectieve strategieën om dit veelvoorkomende defect te diagnosticeren en op te lossen.

1. Onvoldoende schotgrootte of kussen
Als de hoeveelheid geïnjecteerd materiaal kleiner is dan wat de holte vereist, wordt het onderdeel niet gevuld.
- Oplossing: Verhoog geleidelijk de schotgrootte of kussenwaarde totdat het onderdeel volledig gevuld is zonder flash te veroorzaken.
2. Vat temperatuur te laag
Lage smelttemperaturen verhogen de viscositeit van de kunststof, waardoor een hoge weerstand ontstaat tijdens het vloeien.
- Oplossing: Verhoog de temperatuurzones van het vat op de juiste manier. Dit verlaagt de viscositeit en verbetert de vloeibaarheid van de smelt, zodat deze de afgelegen delen van de matrijs kan bereiken.
3. Injectiedruk of -snelheid te laag
De smelt heeft voldoende aandrijfkracht nodig om door de hele holte te stromen voordat deze afkoelt.
- Oplossing: Verhoog de injectiedruk en -snelheid. Dit zorgt ervoor dat de smelt voldoende druk en materiaal (supplement) krijgt voordat deze stolt.
4. Onvoldoende injectietijd
Het vullen van een specifiek gewicht aan materiaal vereist een specifieke tijdsduur. Als de timer te vroeg afslaat, is de opname onvolledig.
- Oplossing: Verleng de injectietijd tot de vormholte volledig gevuld is. Controleer de transferpositie om consistentie te verzekeren.

5. Onjuiste houddruk1 (Omschakelpunt)
Een veel voorkomende oorzaak is het te vroeg overschakelen van inspuitdruk naar houddruk. Als het omschakelpunt te ver naar voren is ingesteld, blijft er te veel materiaal over om met houddruk te verpakken, wat vaak niet genoeg is om het vullen af te maken.
- Oplossing: Stel de V/P-omschakelpunt (snelheid/druk) naar de optimale positie. Het doel is om 95-98% van de holte met snelheid te vullen en de rest met druk in te pakken.
6. Schimmeltemperatuur te laag2
Wanneer de onderdeelgeometrie aanzienlijk varieert in dikte, kan een koude matrijs ervoor zorgen dat de smelt voortijdig bevriest, waardoor een te hoge injectiedruk wordt verbruikt.
- Oplossing: Verhoog de matrijstemperatuur of herconfigureer de koelwaterkanalen om een gelijkmatige verwarming te garanderen, vooral bij dunne doorsneden.
7. Slechte uitlijning tussen spuitmond en pakkingbus3
Als het mondstuk van de machine niet perfect uitgelijnd is met de doorvoer van de matrijsspuitbus, lekt (druppelt) er materiaal tijdens het inspuiten, waardoor het werkelijke shotvolume kleiner wordt.
- Oplossing: Lijn de mal opnieuw uit of pas de positie van de spuitmond aan voor een goede afdichting tussen de spuitmond en de doorvoer van de sprue.
8. Beschadigde of gedeeltelijk geblokkeerde spuitmond4
Bij bewerkingen waarbij de slede zich terugtrekt (suck-back), kunnen herhaalde botsingen tussen de spuitmond en de matrijs de spuitmondpunt vervormen, waardoor het stromingskanaal smaller wordt. Dit verhoogt de afschuifwarmte en kan ervoor zorgen dat koude slakken de opening blokkeren.
- Oplossing:
- Verwijder het mondstuk en repareer of reinig het.
- Reset de sproeier voorwaartse grenspositie om de botskracht tot een redelijk niveau te beperken.
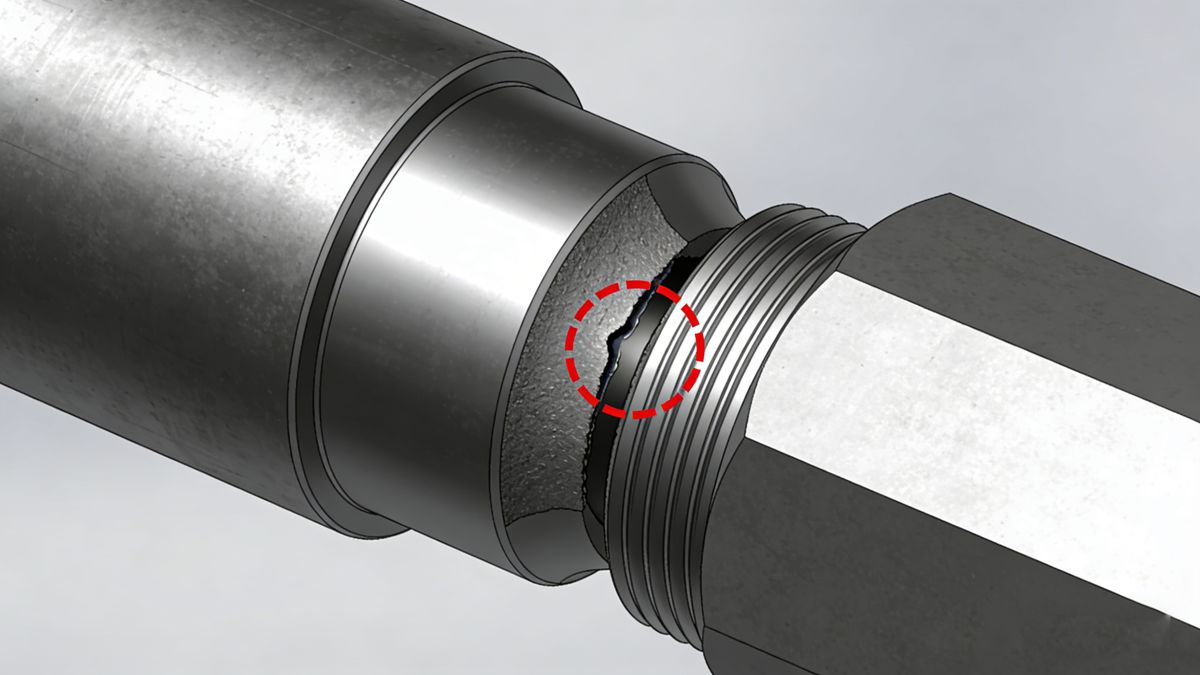
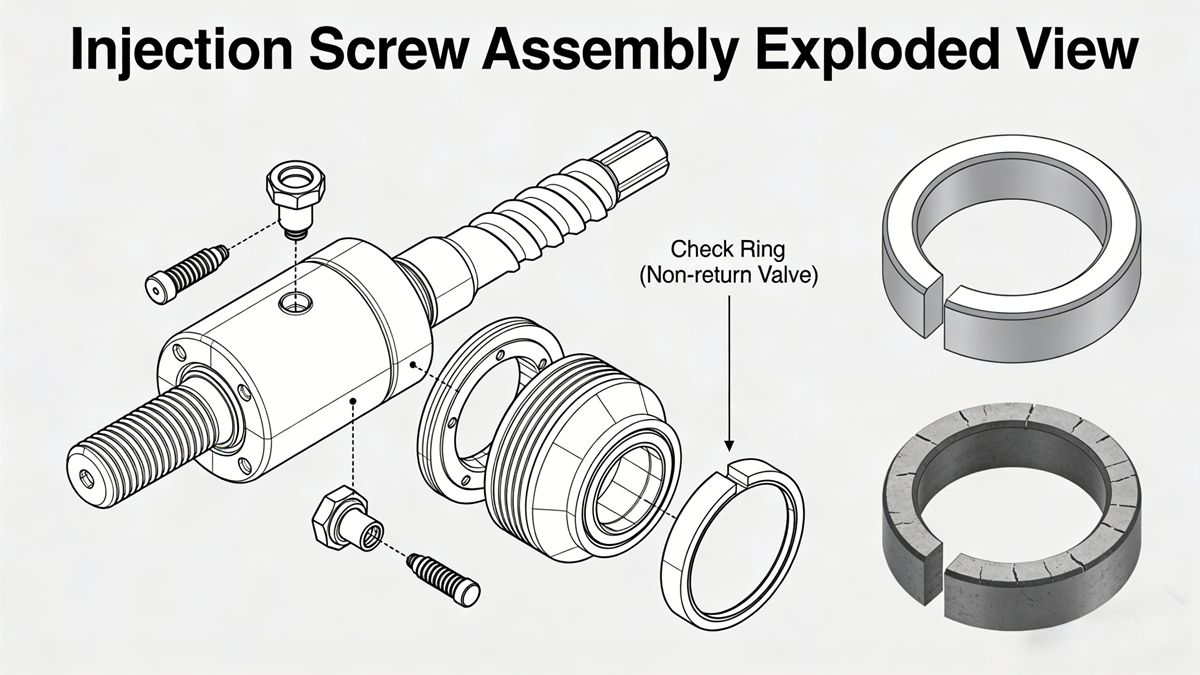
9. Ring met versleten cheque5 (Terugslagklep)
Slijtage aan de keerring (stopring) en drukring op de schroeftip zorgt voor een spleet. Tijdens het injecteren stroomt gesmolten kunststof naar achteren (lekkage) in plaats van naar voren, wat resulteert in een verlies aan schotvolume.
Hoe slijtage van controleringen controleren:
- Voltooi een injectiecyclus en schakel over naar Handmatige modus.
- Stel de inspuitdruk en -snelheid in op lage waarden.
- Voer een doseerslag (herstelslag) uit.
- Voer de injectie handmatig uit terwijl u naar de schroefstandindicator kijkt.
- Observatie: Als de schroef gemakkelijk en met weinig weerstand naar voren beweegt, is de lekkage ernstig.
- Oplossing: Als de slijtage aanzienlijk is, vervangt u de keerring onmiddellijk. Doorgaan met productie met een versleten ring garandeert een ongelijkmatige kwaliteit van de onderdelen.
10. Slechte schimmelventilatie
Opgesloten lucht in de holte werkt als een veer van samengeperst gas, waardoor de smelt het einde van het stromingstraject niet kan bereiken. Dit gebeurt vaak als de lucht niet snel genoeg kan ontsnappen via scheidingslijnen of uitwerppennen.
- Oplossing:
- Maak geschikte ontluchtingskanalen op de locaties van de luchtafscheider op de deellijn.
- Als de vallen zich niet op de scheidingslijn bevinden, pas dan bestaande hulzen of uitwerppennen aan om als interne ventilatieopeningen te dienen.
- Overweeg de poort te verplaatsen om het stromingsfront te veranderen en lucht naar de bestaande ventilatieopeningen te duwen.
11. Ribben te dun of te diep
Diepe, dunne ribben zijn klassieke luchtvallen en stromingsbeperkingen. Ze zijn moeilijk te vullen omdat het materiaal snel afkoelt in het smalle kanaal.
- Oplossing:
- Vergroot de dikte van de rib (meestal 50-60% van de dikte van de hoofdwand).
- Voeg royale radii toe aan de basis van de rib om de doorstroming te verbeteren.
- Installeer speciale ontluchtingsmaatregelen aan het einde van de rib.
12. Ongebalanceerd looprail- of poortsysteem
Matrijzen met één holte zijn meestal goed ontworpen, mallen met meerdere holtes hebben vaak last van een onbalans in de stroming. Kleine verschillen in loopwagenafmetingen of poortafmetingen kunnen ervoor zorgen dat sommige holtes gevuld worden terwijl andere kortsluiting veroorzaken.
- Oplossing: Analyseer de debietbalans. Mogelijk moet u de poorten in de "makkelijk te vullen" caviteiten handmatig beperken (met behulp van aanpassingen aan de landingspoort) of de runners machinaal bewerken om een gelijke verdeling van het debiet over alle caviteiten te garanderen.
Conclusie
Het oplossen van korte shots vereist een systematische aanpak. Begin met het controleren van de eenvoudigste machineparameters (schotgrootte, temperatuur, druk) voordat u overgaat tot mechanische inspecties (controleringen, spuitstuk) en tot slot aanpassingen aan de matrijs (ontluchting, runnerbalans). Door deze 12 bewezen technieken, kunt u het uitvalpercentage aanzienlijk verlagen en uw spuitgietefficiëntie verbeteren.
Inzicht in de houddruk kan u helpen het afvulproces te optimaliseren en defecten te verminderen. ↩
Ontdek het belang van de matrijstemperatuur voor spuitgietproducten van hoge kwaliteit. ↩
Leer hoe de juiste spuitmonduitlijning materiaalverlies kan voorkomen en het schotvolume kan verbeteren. ↩
Het identificeren van problemen met spuitdoppen is essentieel voor het handhaven van een consistente injectiekwaliteit. ↩
Als u de rol van de controlering begrijpt, kunt u het shotvolume en de productkwaliteit op peil houden. ↩



