
Waarom het ontwerp van het koelsysteem cruciaal is bij spuitgieten
In Spuitgieten1 , is een optimaal ontworpen matrijskoelsysteem onontbeerlijk. Kunststof onderdelen moeten voldoende stijf worden voordat ze uitgeworpen worden, anders veroorzaken restspanningen of externe krachten kromtrekken, zinksporen of maatonnauwkeurigheden.
Van cruciaal belang, de koeltijd verbruikt 70-80% van de totale vormcyclus. Een nauwkeurig ontworpen koelsysteem verkort de cyclustijden, verhoogt de verwerkingscapaciteit, verlaagt de energiekosten en verbetert de kwaliteit van de werkstukken. Een slecht koelontwerp leidt daarentegen tot:
- Verlengde productiecycli
- Hogere operationele kosten
- Niet-uniforme krimp en deelvervorming
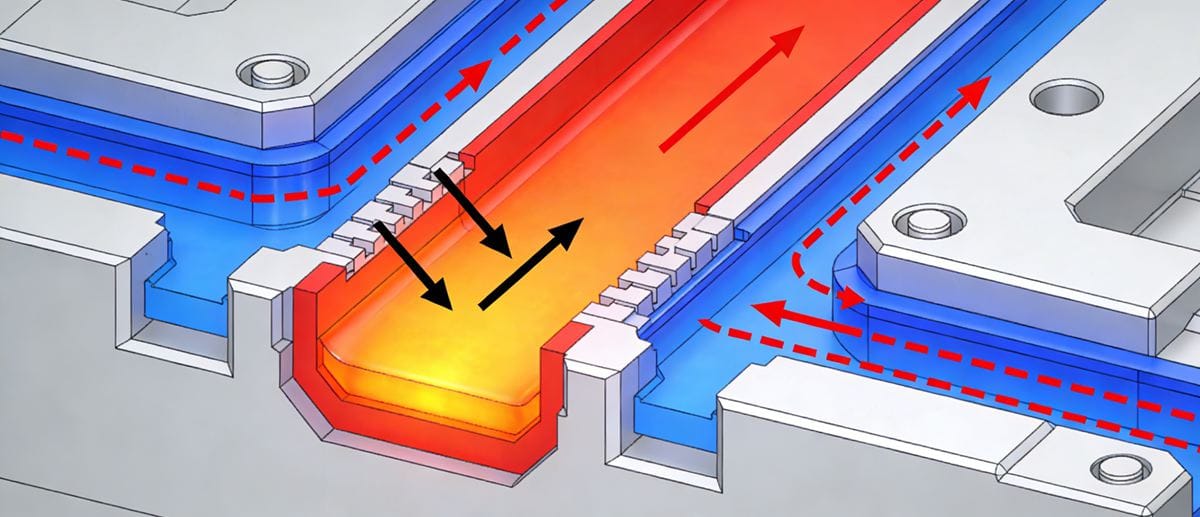
Mechanica van warmteafvoer: Inzicht op basis van gegevens
Experimentele studies bevestigen dit:
- 🔹 95% van warmteoverdracht van gesmolten kunststof → gietstaal → koelkanalen (via geleiding & convectie)
- 🔹 5% verdwijnt in de omgevingslucht door straling/convectie
Koelvloeistof (meestal water of een glycolmengsel) absorbeert warmte via turbulente stroming2. Restwarmte wordt na de cyclus geleidelijk afgevoerd via de matrijsstructuur.
De rol van de afkoeltijd in de spuitgietcyclus
De volledige spuitgietcyclus omvat:
- Schimmel sluiten
- Injecteren/vullen
- Verpakken/houden
- Koeling (70-80% van de totale tijd)
- Uitwerping
Onderdelen moeten afkoelen onder hun Warmteafbuigingstemperatuur (HDT)3 voor het uitwerpen om te voorkomen:
- Vervorming door ontspanning van restspanning
- Vervorming door druk van de uitwerppen
7 Belangrijkste factoren die de koelsnelheid beïnvloeden
| Factor | Invloed op koelefficiëntie |
|---|---|
| Onderdeel Wanddikte | Koeltijd ∝ (dikte)². Dikte verdubbelen = 4× langere koeling |
| Geleidbaarheid van matrijsmateriaal | Stalen met een hoog geleidingsvermogen (bijv. inzetstukken van berylliumkoper) versnellen de warmteafvoer |
| Lay-out koelkanaal | Kanalen dichter bij de holte, grotere diameter, hogere dichtheid = superieure thermische controle |
| Doorstroomsnelheid koelmiddel | Turbulente stroming (Re > 4.000) maximaliseert convectieve warmteoverdracht |
| Eigenschappen koelmiddel | Lage viscositeit + hoge thermische geleidbaarheid + lagere temperatuur = optimale prestaties |
| Kunststof | Hoge thermische geleidbaarheid (bijv. gevulde nylons) of lage soortelijke warmte = snellere afkoeling |
| Verwerkingsparameters | Hogere smelttemperaturen of lagere uitwerptemperaturen = langere koelbehoefte |
[Afbeelding: Vergelijkende grafiek - uniform vs. niet-uniform lay-out koelkanalen4s met thermische simulatie overlay. Alt-tekst: "Invloed van het ontwerp van koelkanalen: uniforme lay-out voorkomt kromtrekken in dikwandige kunststof componenten"].
Essentiële ontwerpregels voor koelsystemen (SEO-geoptimaliseerde checklist)
✅ Uniformiteit Eerst: Plaats de kanalen symmetrisch ten opzichte van de holteoppervlakken om thermische gradiënten te voorkomen.
✅ Nabijheid is belangrijk: Houd 1-1,5× kanaaldiameter afstand van het holteoppervlak (bijv. 12 mm kanaal → 12-18 mm afstand).
✅ Componenten standaardiseren: Gebruik ISO-standaard kanaaldiameters (bijv. 8mm, 10mm, 12mm) voor eenvoudige bewerking en onderhoud.
✅ Stroomoptimalisatie: Ontwerp voor turbulente stroming; voorkom dode zones door de juiste plaatsing van inlaat/uitlaat.
✅ Materiaalspecifieke afstemming: Pas de kanaaldichtheid aan voor dikke secties of kunststoffen met hoge temperaturen (bijv. PEEK, PSU).
✅ Thermische simulatie: Valideer de lay-out met Moldflow® of vergelijkbare CAE-tools vóór de productie.
✅ Toegang onderhoud: Zorg voor snelkoppelingen en corrosiebestendige materialen (bijv. roestvrijstalen leidingen).
Laatste afhaalmaaltijd
Het beheersen van het ontwerp van koelsystemen verandert de efficiëntie van het spuitgieten. Door kanaalgeometrie, koelmiddeldynamica, materiaalwetenschap en thermische simulatie op elkaar af te stemmen, bereiken fabrikanten:
Kortere cycli
✨ Hogere consistentie van onderdelen
✨ Minder uitval
✨ Duurzame kostenbesparingen
Optimaliseer vandaag nog uw strategie voor het koelen van matrijzen, want elke seconde die u bespaart op het koelen vermenigvuldigt zich met duizenden productiecycli.
Verken deze bron en ontdek essentiële technieken en innovaties die de efficiëntie van het spuitgieten en de kwaliteit van spuitgietproducten verbeteren. ↩
Begrijpen hoe turbulente stroming de warmteoverdracht maximaliseert en de koelefficiëntie verbetert. ↩
Leer hoe HDT de kwaliteit en prestaties van onderdelen tijdens het spuitgietproces beïnvloedt. ↩
Ontdek de cruciale rol van kanaalontwerp bij het bereiken van gelijkmatige koeling en het voorkomen van defecten. ↩



