
Variable Cooling Time in Injection Molding: How to Reduce Cycle Time & Improve Quality
The ongoing shift of manufacturing to low-wage countries has placed immense cost pressure on the 射出成形 industry. To stay competitive, processors are constantly seeking ways to reduce costs through advanced manufacturing processes, higher integration, and optimized material supply.
However, one of the most significant areas for cost savings is often overlooked: cycle time.
In many cases, actual cycle times exceed the theoretical minimum by over 40%. The primary culprits are poor thermal mold design and excessive residual cooling times. Traditionally, cooling times are set subjectively based on estimates. Machine operators often add a "safety margin" to compensate for process variations, machine control fluctuations, and mold deviations. While this stabilizes production, it comes at the cost of an unoptimized cycle time and significantly higher manufacturing costs.
The Hidden Cost of Fixed Cooling Times
Cooling directly impacts not only process costs but also part quality, which in turn affects overall production efficiency. When residual cooling time is set as a fixed value, it cannot adapt to real-time disruptions such as material batch variations or machine control fluctuations. This rigidity often leads to inconsistencies in warpage, dimensional accuracy, and surface finish during mass production.
To solve this, researchers from the University of Paderborn, Kistler Instrument Corp, and leading processing companies collaborated on a groundbreaking project. They developed a system where the ejection point is no longer dictated by a fixed timer, but by the actual thermal state of the plastic part.
Instead of maintaining a constant cooling time, the system adapts to the thermal performance of the mold. By measuring the part's surface temperature and cavity pressure, the system determines the part's thermal state on a cycle-by-cycle basis. The residual cooling time is then automatically calculated and transmitted directly to the machine controller.
Key Benefits of Dynamic Cooling Calculation
- Faster Setup: Eliminates the need to estimate and manually input residual cooling times, significantly reducing mold trial and setup times.
- Enhanced Economics: Keeps cooling and cycle times as short as possible without compromising quality.
- Consistent Quality: Maintains a stable ejection temperature, ensuring consistent part quality over long production runs.
The Challenge: Finding the Ideal Ejection Temperature
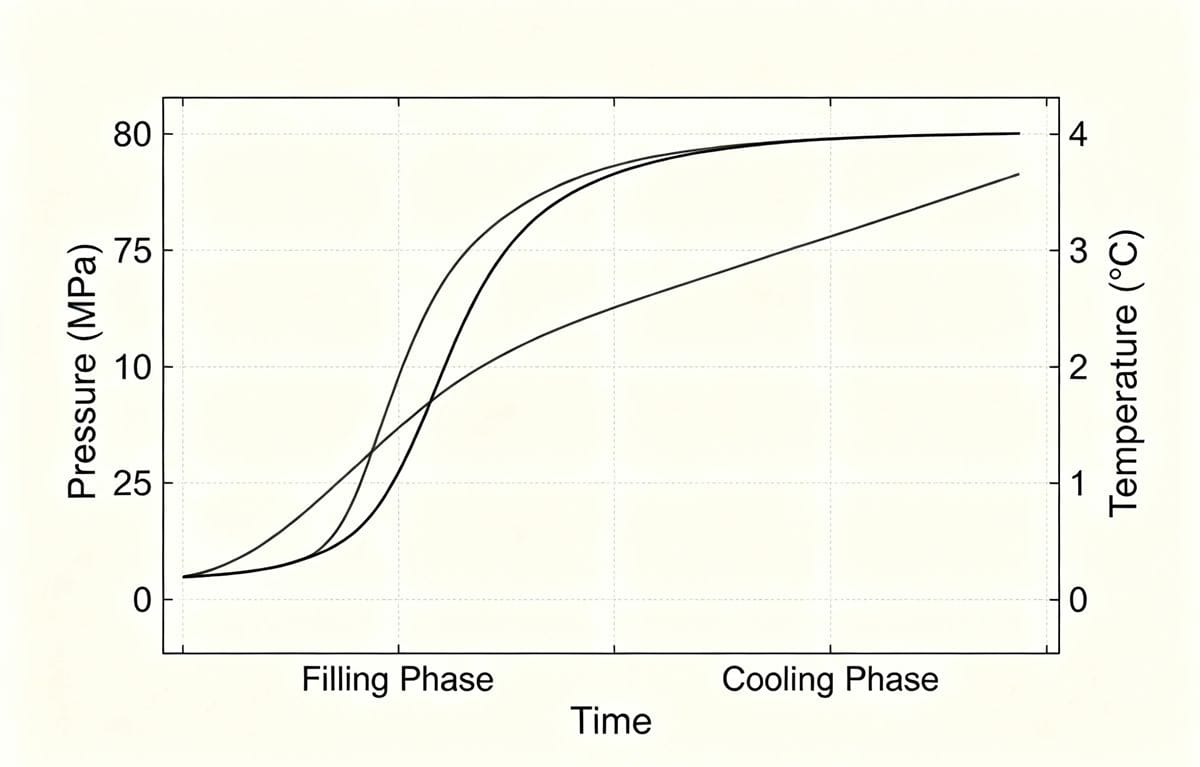
The ideal ejection temperature depends not only on the plastic material but also on the part's geometry. Due to the complexity of shrinkage and warpage, it is impossible to accurately predict the ejection temperature beforehand. During cooling, a temperature gradient always exists from the core to the outer surface of the part.
Traditionally, manufacturers rely on material supplier guidelines and mold maker experience. While standard cooling time formulas can provide a theoretical calculation, they require knowing the exact melt temperature and mold wall temperature at the exact moment cooling begins. In mass production, these parameters are usually unknown. Experimental methods, such as inserting thermocouples into the cavity, are only viable for scientific research, not for daily production.
To automatically calculate residual cooling time in mass production, a reliable method is needed to determine the mold wall temperature distribution and the actual melt temperature immediately after the filling phase. This requires the use of combined temperature/pressure sensors.
How the Technology Works
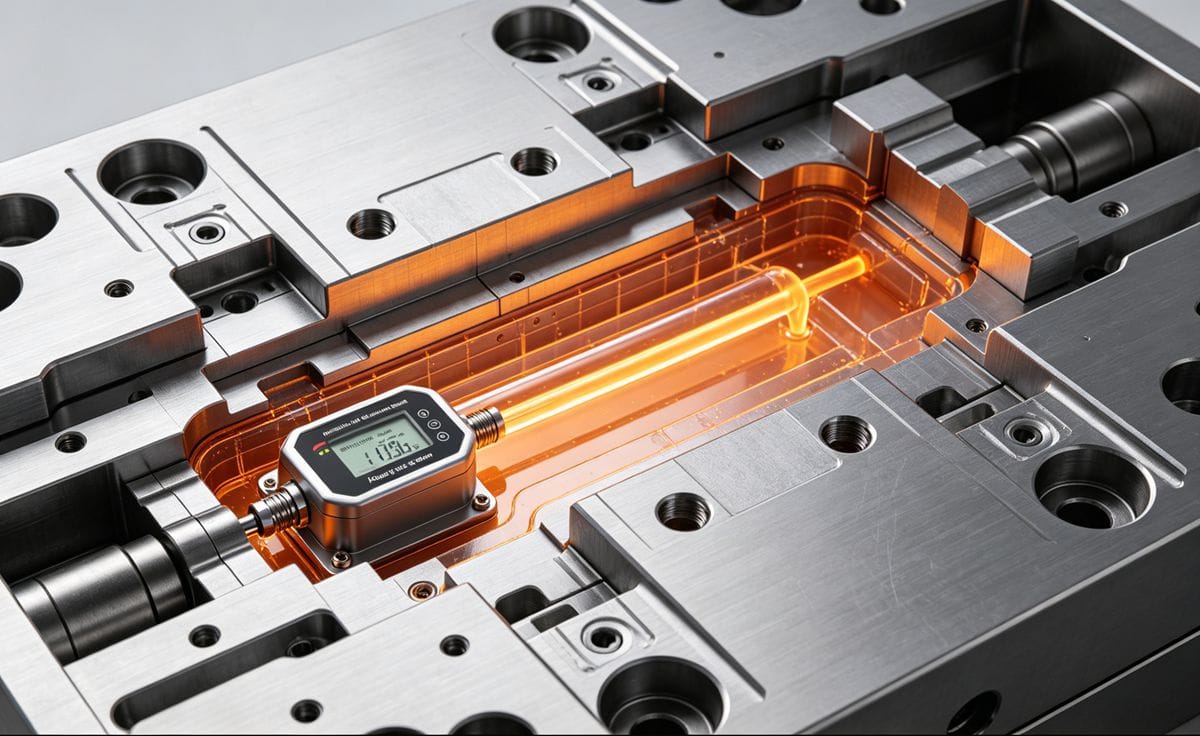
With specially designed sensors, temperature is measured directly at the sensor surface. The moment the melt reaches the sensor, the contact temperature is recorded. Prior to this, the sensor accurately records the mold temperature, providing essential data on the mold wall temperature distribution. Simultaneously, the integrated cavity pressure sensor detects the volumetric filling position at the start of the cooling phase.
This comprehensive data allows advanced algorithms to automatically solve the cooling time equation on a cycle-by-cycle basis, providing the injection molding machine with the exact moment to initiate ejection.
Proven Results in Mass Production
This method was tested on a large ABS housing component (approx. 1 kg weight) with a mirror-polished surface requiring zero defects.
- Baseline: The total cycle time was 61 seconds, with 42 seconds allocated to cooling. The average mold temperature was 62°C.
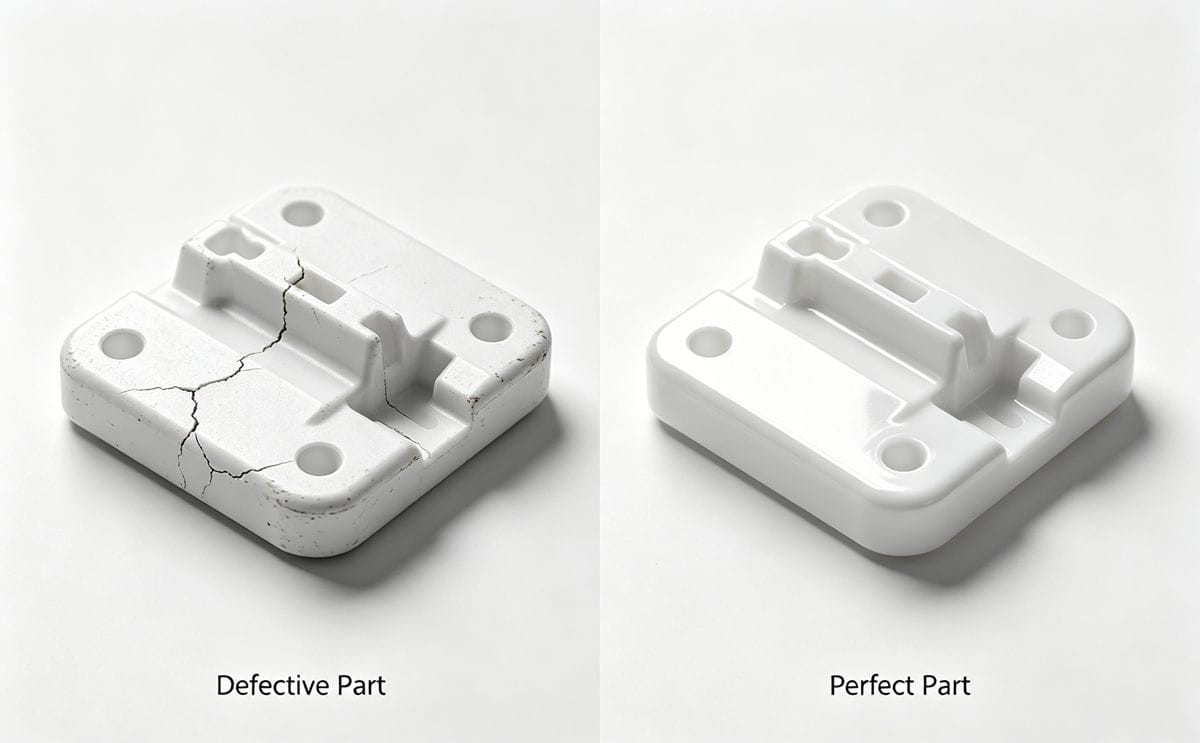
- The Problem: After manual optimization, a fixed cooling time of 40 seconds was set to increase output. This pushed the process into an unstable state, causing visible cracks on the part surface due to premature ejection (see Figure 3). Reducing the cooling time by just 2 seconds required 100% visual inspection of all parts.
- The Solution: Using the automated cooling time calculation with a stable ejection temperature of 72°C, the system consistently achieved cooling times between 39.8 and 40.3 seconds.
Even when the average mold temperature was increased to 70°C to test system responsiveness, the system automatically adjusted the cooling time to maintain the 72°C ejection temperature. The result? A flawless surface finish and all critical part parameters remaining within the required tolerance range.
Compared to traditional safety margins, this automated approach reduced the cooling time by 5% while maintaining optimal quality.
Seamless Integration for Industrial Applications
For industrial use, this methodology must be seamlessly integrated into the injection molding machine. The proven solution involves integrating the calculation algorithms directly into an industrial charge amplifier (see Figure 4). This ensures stable, real-time intervention in the molding process without requiring external hardware or complex machine modifications.

結論
For processors already operating at the limits of manual optimization, automated cooling time calculation offers a pathway to further reduce cycle times. By relying on real-time thermal data rather than fixed estimates, manufacturers can achieve the perfect balance of speed, cost-efficiency, and uncompromising part quality.



