Key Plastic Properties Every Injection Molder Must Know
Successful 射出成形 isn't just about the machine settings; it starts with a deep understanding of the material itself. Before setting process parameters or troubleshooting defects, every molding professional must thoroughly understand the physical and chemical properties of the plastic being used.
In this article, we will explore the four major plastic properties that directly impact your production quality: Flowability, Moisture Content, Shrinkage Rate, and Processing Temperature.
Flowability (Melt Flow)
What is Flowability? Flowability refers to the ability of molten plastic to fill the entire mold cavity under heat and pressure. It is typically measured using specialized fluidity testing molds.
Different grades of the same plastic family can have vastly different flow rates. Furthermore, the complexity of your part design dictates the required flowability.
Finding the Right Balance Selecting the correct flowability is a balancing act based on product structure, size, and wall thickness:
- Too High: If the plastic flows too easily, the melt may not pack tightly, leading to loose structures and poor product quality. Excessive flow often causes flash (burrs), mold sticking, and nozzle drool (drooling), which can clog the sprue.
- Too Low: For complex parts with long flow paths, low flowability makes filling difficult. This often results in short shots (incomplete filling) and sink marks, generating significant scrap. It may also require excessively high injection pressure, leading to high internal stress in the part.

Moisture Absorption and Volatile Content
Thermoplastics naturally contain some level of moisture and volatiles. Interestingly, a very small amount of moisture can actually act as a plasticizer. However, exceeding the allowable limit leads to serious processing issues.
The Dangers of Excess Moisture If moisture and volatiles are too high, you will encounter problems such as:
- Material degradation and fogging.
- Reduced mechanical strength.
- Silver streaks (splay) and bubbles.
- Rough surface finish.
- Loss of transparency in clear parts (cloudiness).
Is "The Drier the Better"? No. This is a common misconception. Absolutely dry plastic can suffer from reduced flowability and increased brittleness, making mold filling difficult. The goal is to reach the optimal moisture level, not zero.
Main Causes of High Moisture/Volatiles: A. Low average molecular weight of the resin. B. Insufficient drying during the resin manufacturing process. C. Improper storage of hygroscopic plastics, causing them to absorb moisture from the air.
Note: Different plastics require specific drying temperatures and durations.

The table below outlines the specific drying requirements for various plastic materials to ensure optimal processing.
| Plastic Name | Permissible Moisture (%) | Drying Temp (°C) |
|---|---|---|
| Polyethylene (PE) | 0.01 | 71 |
| ポリスチレン(PS) | 0.05 ~ 0.10 | 71 ~ 79 |
| Cellulose Plastics | Max 0.40 | 65 ~ 87 |
| Polyvinyl Chloride (PVC) | 0.08 | 60 ~ 93 |
| Polyester | Max 0.02 | 121 |
| ポリプロピレン(PP) | 0.10 | 71 ~ 82 |
| Acetate Fiber Plastics | 0.10 | 76 ~ 87 |
| Nylon (PA) | 0.04 ~ 0.08 | 71 |
収縮率
Shrinkage is inevitable in injection molding. Understanding why it happens is key to maintaining tight tolerances.
Why Does Plastic Shrink? A. Thermal Contraction: Plastics have a much higher thermal contraction rate than metals (roughly an order of magnitude larger, about 10x). B. Elastic Recovery: After hardening, the part is not a perfect rigid body and exhibits some elastic recovery upon ejection. C. Plastic Deformation: When the mold opens, pressure drops, but the part may still stick to the mold wall, undergoing slight plastic deformation.
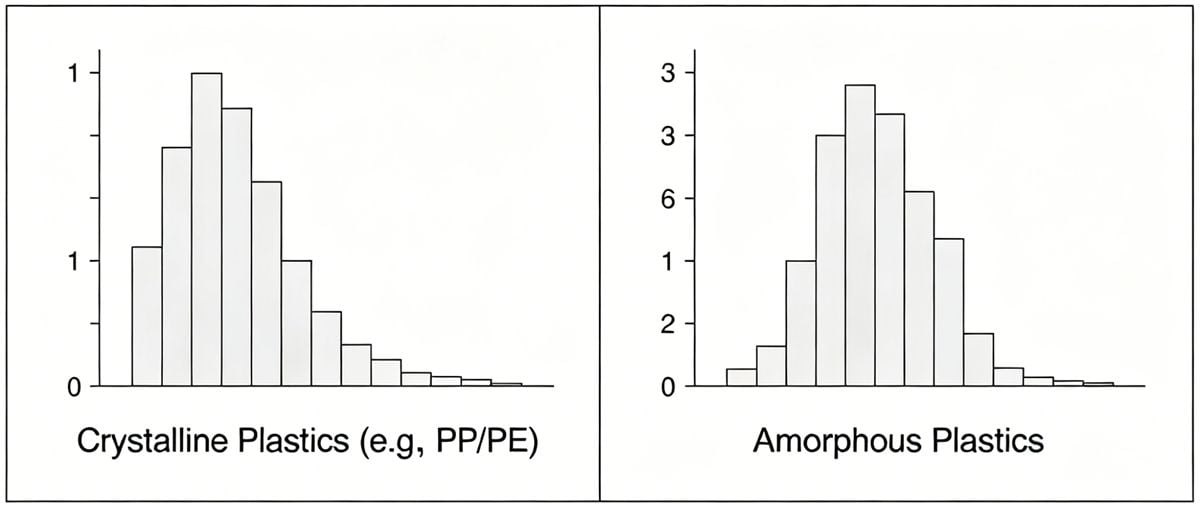
Crystalline vs. Amorphous Factors influencing shrinkage include material properties, molding conditions, and part/mold design.
- Amorphous Plastics: Shrinkage is typically less than 1%.
- Crystalline Plastics: Shrinkage usually exceeds 1%. These materials exhibit "post-shrinkage," meaning dimensions continue to change after ejection. Accurate measurement should be taken 24 hours after cooling, achieving precision up to 0.02mm.
Molding Shrinkage Rates by Polymer Type
Understanding shrinkage is critical for mold design and dimensional accuracy. Note the difference between amorphous and crystalline plastics, as well as the effect of glass fiber reinforcement.
| カテゴリー | Plastic Name | Non-Reinforced Shrinkage (%) | Glass Fiber Reinforced Shrinkage (%) |
|---|---|---|---|
| Amorphous Plastics | ポリスチレン(PS) | 0.3 ~ 0.6 | — |
| Styrene-Butadiene Copolymer (SB) | 0.4 ~ 0.7 | — | |
| SAN Resin | 0.4 ~ 0.7 | 0.1 ~ 0.3 | |
| ABS Resin | 0.4 ~ 0.7 | 0.2 ~ 0.4 | |
| PMMA (Acrylic) | 0.3 ~ 0.7 | — | |
| ポリカーボネート(PC) | 0.6 ~ 0.8 | 0.2 ~ 0.5 | |
| Rigid PVC | 0.4 ~ 0.7 | — | |
| Modified PPO | 0.5 ~ 0.9 | 0.2 ~ 0.4 | |
| Polysulfone (PSU) | 0.6 ~ 0.8 | 0.2 ~ 0.5 | |
| Cellulose Plastics | 0.4 ~ 0.7 | — | |
| Crystalline Plastics | Polyethylene (PE) | 1.2 ~ 3.8 | — |
| ポリプロピレン(PP) | 1.2 ~ 2.5 | 0.5 ~ 1.2 | |
| Polyoxymethylene (POM) | 1.8 ~ 3.0 | 0.2 ~ 0.8 | |
| Polyamide 6 (Nylon 6) | 0.5 ~ 2.2 | 0.7 ~ 1.2 | |
| Polyamide 66 (Nylon 66) | 0.5 ~ 2.5 | — | |
| Polyamide 610 (Nylon 610) | 0.5 ~ 2.5 | — | |
| Polyamide 11 (Nylon 11) | 1.8 ~ 2.5 | — | |
| PET Resin | 1.2 ~ 2.0 | 0.3 ~ 0.6 | |
| PBT Resin | 1.4 ~ 2.7 | — |
4. Processing Temperature
The processing temperature is the range where the plastic reaches its viscous flow state. It is not a single point, but a window between the Melting Point and the Decomposition Temperature.
When selecting the processing temperature, you must consider:
- Part size, complexity, and wall thickness.
- Presence of inserts.
- Heat resistance of colorants/additives.
- Machine capabilities.
Why Do Temperature Settings Vary? You might notice that the temperature displayed on the controller often differs from the actual melt temperature, or that the same mold requires different settings on different machines.
This is because the temperature shown on the control panel is an indirect, localized reading from a sensor, not the exact temperature of the molten plastic inside the barrel. Variations in sensor placement, thermocouple performance, and heating band efficiency all contribute to these differences. Therefore, process settings often need fine-tuning based on the specific machine and actual melt condition.

Checklist: What to Know Before You Mold
To scientifically set process conditions and troubleshoot effectively, every injection molder should review the following data sheet properties before starting production:
- Type & Grade: Understand the chemical composition.
- Density: Crucial for setting multi-stage injection positions.
- Hygroscopicity & Allowable Moisture: Determines drying time and temperature.
- Glass Transition (Tg), Melting Point (Tm), & Decomposition Temp: Sets the barrel temperature profile.
- Melt Flow Index (MFI/MFR): Guides injection pressure and back pressure settings.
- Crystallinity: Affects mold and melt temperature choices.
- Allowable Injection Pressure Range: Ensures machine capability matches material needs.
- Residence Time: How long the plastic can stay in the barrel before degrading (important for shot size and shutdown procedures).
- Molding Shrinkage Rate: Essential for mold design and dimension control.
- Mold Temperature Range: Critical for surface finish and cycle time.
- Other Properties: Chemical resistance and Heat Deflection Temperature (HDT) for post-processing considerations.
💡 给你的额外排版与SEO建议:
- 内部链接 (Internal Linking): 如果你之前发布了那篇《TPR/TPE热塑性弹性体的注塑成型》的文章,请务必在文中提到“不同牌号的塑料”或“吸湿性塑料”时,链接回那篇文章。这能形成良好的网站内链结构。
- 表格化数据: 在第4部分的Checklist中,如果可能的话,用WordPress的表格块(Table Block)来展示这些属性,会比纯文本列表看起来更专业,也更容易被Google抓取为精选摘要(Featured Snippet)。
- 强调重点: 我在译文中使用了加粗(Bold)来突出关键术语(如 Flash, Short shots, Crystalline),这有助于读者快速扫描文章,也能向搜索引擎强调页面的核心主题。