Thermoplastic Elastomers (TPE) and Thermoplastic Rubber (TPR) are versatile materials widely used in modern manufacturing. However, achieving high-quality finished products requires precise control over the injection molding process.
In this guide, we will walk you through the essential steps of TPR/TPE processing—from drying and coloring to temperature settings and troubleshooting common defects.
Material Preparation: Drying and Storage
Proper material preparation is the foundation of successful injection molding. Supplied TPR granules often contain moisture, solvents, and other volatile low-molecular substances. Hygroscopic TPR materials, in particular, often exceed the allowable moisture limits for processing.
💧 Drying Requirements Excessive moisture can ruin the appearance and mechanical properties of your parts.
- Target Moisture Content: Below 5%, ideally between 2% and 3%.
- Recommended Method: Use a vacuum drying oven at 75°C – 90°C for approximately 2 hours.
📦 Storage and Hopper Loading Once dried, materials must be sealed immediately to prevent re-absorption of moisture from the air. Using a drying hopper is highly recommended as it continuously supplies hot, dry material to the injection molding machine. This simplifies operations, maintains cleanliness, improves quality, and allows for faster injection rates.
- ヒント The loading capacity of the drying hopper should generally be 2.5 times the hourly material consumption of the injection machine.

Coloring TPR/TPE Compounds
TPR materials based on SBC (Styrenic Block Copolymers) generally offer superior colorability compared to other elastomers. They require less masterbatch to achieve vibrant colors, resulting in a cleaner, more pure finish.
Matching Carrier Resins To ensure uniform dispersion, the viscosity of the masterbatch (colorant) should be lower than that of the TPR base material. Here are the recommendations based on the specific TPR substrate:
- SBS-based TPE: Use ポリスチレン(PS) carriers.
- Hard SEBS-based TPR: Use ポリプロピレン(PP) carriers.
- Soft SEBS-based TPR: Use Low-Density Polyethylene (LDPE) または EVA copolymers.
- 注: Avoid PP carriers for soft grades as they may negatively affect the hardness of the compound.
- Overmolding Applications: Be cautious with Polyethylene (PE) carriers, as they might adversely affect the adhesion bonding to the substrate.
Machine Setup: Barrel Cleaning
Whether you are using a new machine, changing products, switching raw materials, or changing colors, cleaning the barrel is crucial. Contamination or degraded plastic can cause significant defects.
For TPR materials, the most effective method is material purging. Simply use the new TPR material to displace the old transition material until the purge is clean.
Temperature Settings: The Key to Success
Accurate temperature control determines the外观 (appearance) and performance of the final product.
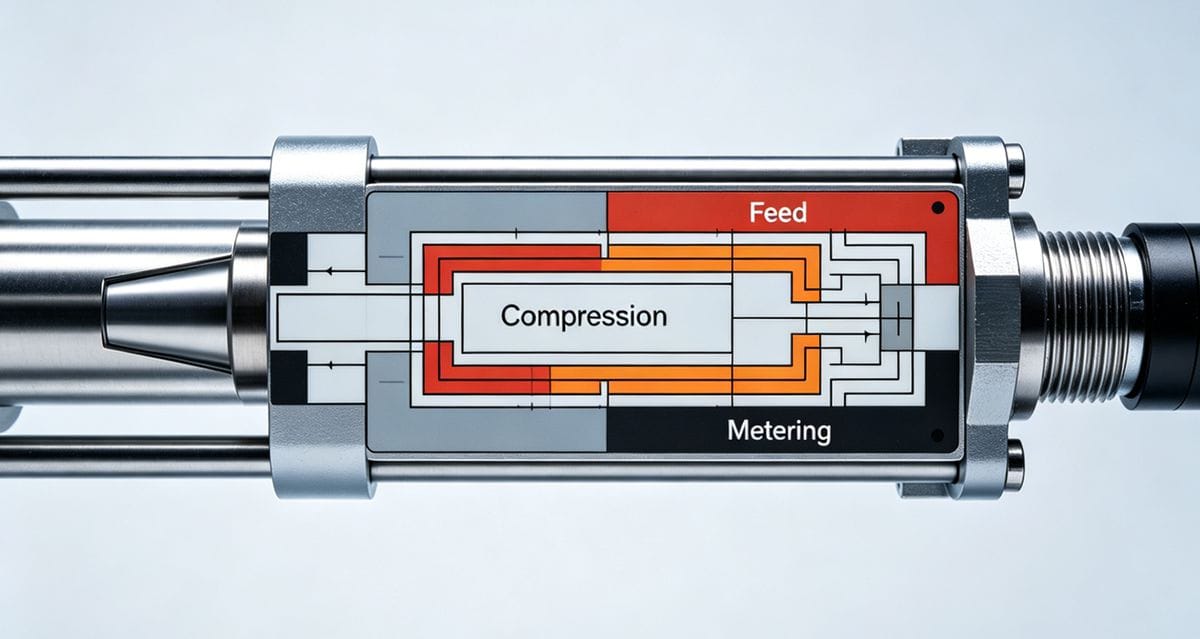
Barrel and Nozzle Temperatures
- Feed Zone: Keep temperatures relatively low to prevent blockage at the feed throat and allow trapped air to escape.
- Transition Zone: Set above the melting point of the masterbatch to improve mixing.
- Metering/Nozzle Zone: Set close to the desired melt temperature.
| Zone | Recommended Temperature Range |
|---|---|
| Barrel | 160°C – 210°C |
| ノズル | 180°C – 230°C |
金型温度 The mold temperature should be set higher than the condensation temperature of the injection zone to prevent moisture contamination and surface streaks. While higher mold temperatures increase the cycle time, they significantly improve weld lines and overall appearance.
- Recommended Mold Temp: 30°C – 40°C.
Injection Process: Filling, Packing, and Cooling
Optimizing the filling phase is critical to preventing short shots and excessive pressure drops. If filling performance is poor, consider adjusting the gate location, injection pressure, or even the part geometry.
Pressure Control Strategy Injection pressure is typically divided into primary (injection), secondary (holding/packing), and sometimes tertiary stages.
- Switch-over Point: Proper timing prevents over-packing (flash) or under-packing (short shots).
- Holding Pressure: Usually set at 50% – 65% of the maximum filling pressure (approx. 0.6 – 0.8 MPa lower than injection pressure). This reduces hydraulic load and energy consumption.
- Cushion (Buffer): Always leave a small amount of melt at the end of the screw stroke. This cushion allows for effective holding pressure transfer to compensate for shrinkage.
冷却時間 Cooling time depends on melt temperature, wall thickness, and cooling efficiency. Harder materials solidify faster than softer ones.
- Standard Parts: Approx. 10 – 15 seconds per 0.100" wall thickness (cooled from both sides).
- Overmolded Parts: Approx. 15 – 25 seconds per 0.100" wall thickness (due to limited cooling surface area).
Troubleshooting Common Defects
Even with careful planning, issues can arise. Here is a quick troubleshooting guide for common TPR/TPE molding defects.
🚫 Incomplete Filling (Short Shots)
- Insufficient material feed (too little or too much cushion).
- Injection pressure too low or injection time too short.
- Injection speed too slow.
- Material or mold temperature too low.
⚠️ Flash (Overflow)
- Injection pressure or speed is too high.
- Excessive material charge.
- Barrel, nozzle, or mold temperatures are too high, causing low viscosity and excessive flow.
🌪️ Silver Streaks, Bubbles, and Voids
- Material degradation due to excessive heat.
- Low injection pressure or short holding time (poor contact with cavity surface).
- Speed issues: Too fast causes shear degradation/gas; too slow causes density variations.
- Low back pressure during plasticization or high screw RPM (trapping air).
🔥 Burn Marks (Diesel Effect)
- Barrel or nozzle temperature set too high.
- Excessive injection pressure or back pressure.
- Injection speed too fast or cycle time too long.

結論
Mastering TPR and TPE Plastic injection molding requires a balance of proper material handling, precise temperature control, and optimized pressure settings. By following these guidelines and utilizing the troubleshooting tips above, you can significantly reduce defects and improve your production efficiency.
Do you have specific questions about processing TPE compounds? Leave a message below!