
Polyethylene (PE)[^1] is one of the most widely used crystalline raw materials in the plastics industry. Understanding its unique processing characteristics—from moisture resistance to shrinkage behavior—is essential for manufacturing high-quality parts.
In this post, we break down the processing performance and key molding conditions for PE.
PE Processing Characteristics
To optimize your Spritzgießen[^2] cycle, you must understand how Polyethylene behaves under heat and pressure.
- Moisture Resistance: PE has extremely low hygroscopicity (moisture absorption < 0.01%). Unlike Nylon or PET, pre-drying is generally not required before processing.
- Excellent Flow: The molecular chains of PE are flexible with weak intermolecular forces. This results in low melt viscosity and excellent fluidity. You can mold thin-walled, long-flow parts without requiring excessively high pressure.
- Shrinkage & Warpage: PE has a large shrinkage range and significant directional shrinkage.
- LDPE Shrinkage: ~1.22%
- HDPE Shrinkage: ~1.5%
Anmerkung: Because shrinkage directionality is obvious, parts are prone to deformation and warping. Uniform mold cooling is critical to minimize this.
- Crystallinity: PE has high crystallization ability. Mold temperature directly affects the crystallinity of the part. Higher mold temperatures lead to slower cooling, higher crystallinity, and increased strength.
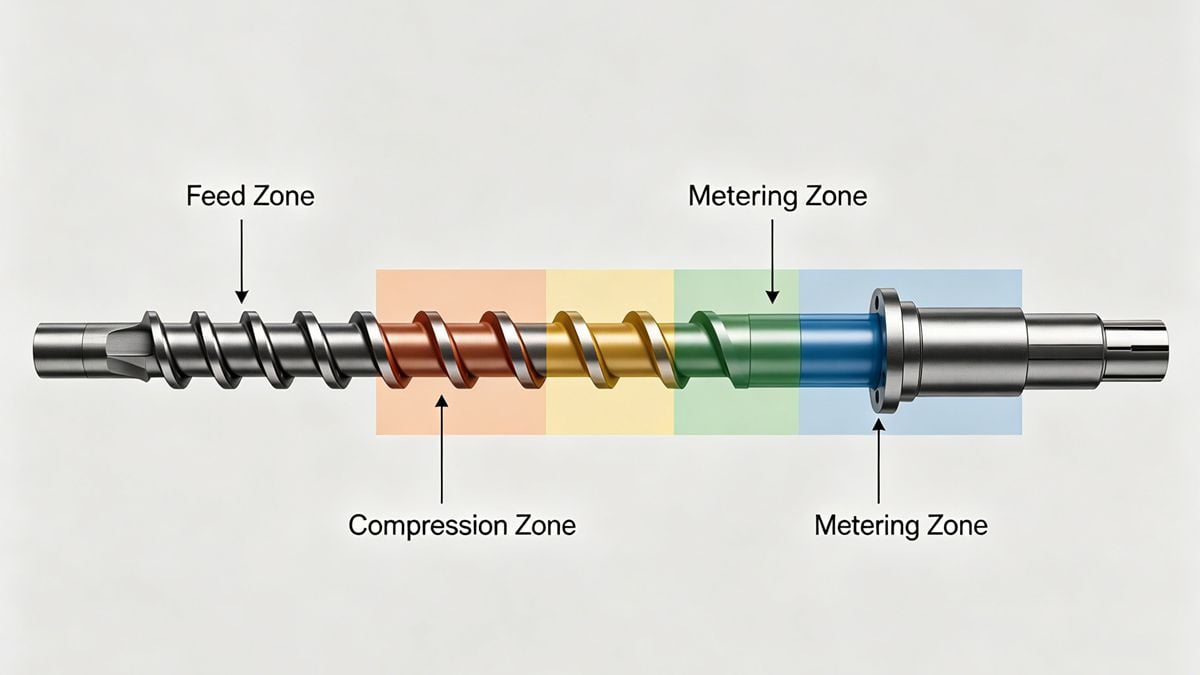
- Thermal Properties: Although PE has a low melting point, it has a high specific heat capacity. Therefore, the plasticizing unit requires high heating power to maintain efficiency.
- Oxidation Sensitivity: While PE has good thermal stability (no decomposition below 300°C), the melt oxidizes easily. Avoid prolonged contact between the melt and oxygen to prevent quality degradation.
- Ejection: PE parts are soft and easy to eject. Parts with shallow undercuts can often be forced off the mold (forced ejection).

Key Molding Parameters
Setting the correct machine parameters is vital. Below is a breakdown of the optimal conditions for LDPE and HDPE.
Temperaturkontrolle
The barrel temperature depends on the density of the PE and the Melt Flow Rate (MFR). Since PE is crystalline, the barrel temperature should be at least 10°C above its melting point.
| Parameter | LDPE (Low Density) | HDPE (High Density) | Notes |
|---|---|---|---|
| Barrel Temp | 140°C – 200°C | Up to 220°C | Rear zone: Lowest temp.Nozzle/Front zone: Highest temp. |
| Mold Temp | 30°C – 45°C | 40°C – 65°C | Higher mold temp = Higher crystallinity & strength. |
Pressure & Cooling
- Einspritzdruck[^3]: Because PE flows so well, you should aim for the lowest effective pressure.
- Allgemeiner Bereich: 50 – 100 MPa.
- Simple/Thick Parts: Use lower pressure.
- Thin-Walled/Complex Parts: Use higher pressure to ensure filling.
- Abkühlzeit: PE cools slowly and must be cooled sufficiently. Ensure your mold has an efficient cooling system to reduce cycle times.

3. Gate Design and Troubleshooting
The design of the feed system (gate) plays a crucial role in the final quality of the PE part.
- Gate Selection: If using a direct sprue gate, be aware that it can increase residual stress and cause uneven flow orientation, leading to significant warping. Carefully select gate dimensions to balance flow.
- Viscosity Behavior: PE melt viscosity is not strongly affected by shear rate changes (non-Newtonian behavior is less pronounced than other plastics). Temperature fluctuations in the flow state have minimal impact on the molding process, making PE a stable material to work with.
Summary Table: Quick Reference
| Feature | Recommendation |
|---|---|
| Drying Required? | No (unless recycled/wet stored). |
| Flowability | Excellent (Good for thin walls). |
| Main Challenge | Controlling shrinkage and warpage. |
| Ideal Application | Caps, containers, household goods, toys. |
By controlling the mold temperature and ensuring uniform cooling, you can leverage Polyethylene's excellent flow and toughness to produce durable, high-quality components.



