
️Understanding the Key Factors in Injection Molding
Establishing the correct injection molding process1 is fundamental to ensuring the plastic melt is properly plasticized, fills the mold smoothly, and cools effectively. This is the only way to produce high-quality parts that meet specifications.
The most critical process parameters are Temperatur, pressure, und Zeit. These factors are deeply interconnected, and understanding their influence is key to successful manufacturing. Let's delve into the main parameters and how they affect the final product.

Anmerkung: The optimal settings for these parameters are not universal. They must be carefully adjusted based on the specific plastic material, part geometry, and mold design.
The Influence of Temperature
Temperature control is paramount, directly impacting the plastic's viscosity and flow characteristics. The two primary areas of focus are the barrel temperature and the mold temperature2.
1. Barrel Temperature
The barrel temperature of the injection molding machine controls the processing temperature of the plastic. Choosing the correct temperature is crucial for the quality of plasticization. The guiding principle is to ensure smooth injection molding without causing any thermal degradation of the plastic.
- Setting Range: The maximum temperature at the end of the barrel should be higher than the plastic's flow (or melting) temperature but lower than its decomposition temperature.
- Residence Time: In production, it's essential to strictly control the amount of time the plastic melt spends in the barrel.
- Part & Mold Design: When molding thin-walled or complex parts, flow resistance is high. Increasing the barrel temperature can help improve the melt's flowability.
- Nozzle Temperature: The nozzle's maximum temperature is typically set slightly lower than the barrel's to prevent "drooling" or stringing of the melt at the nozzle tip.
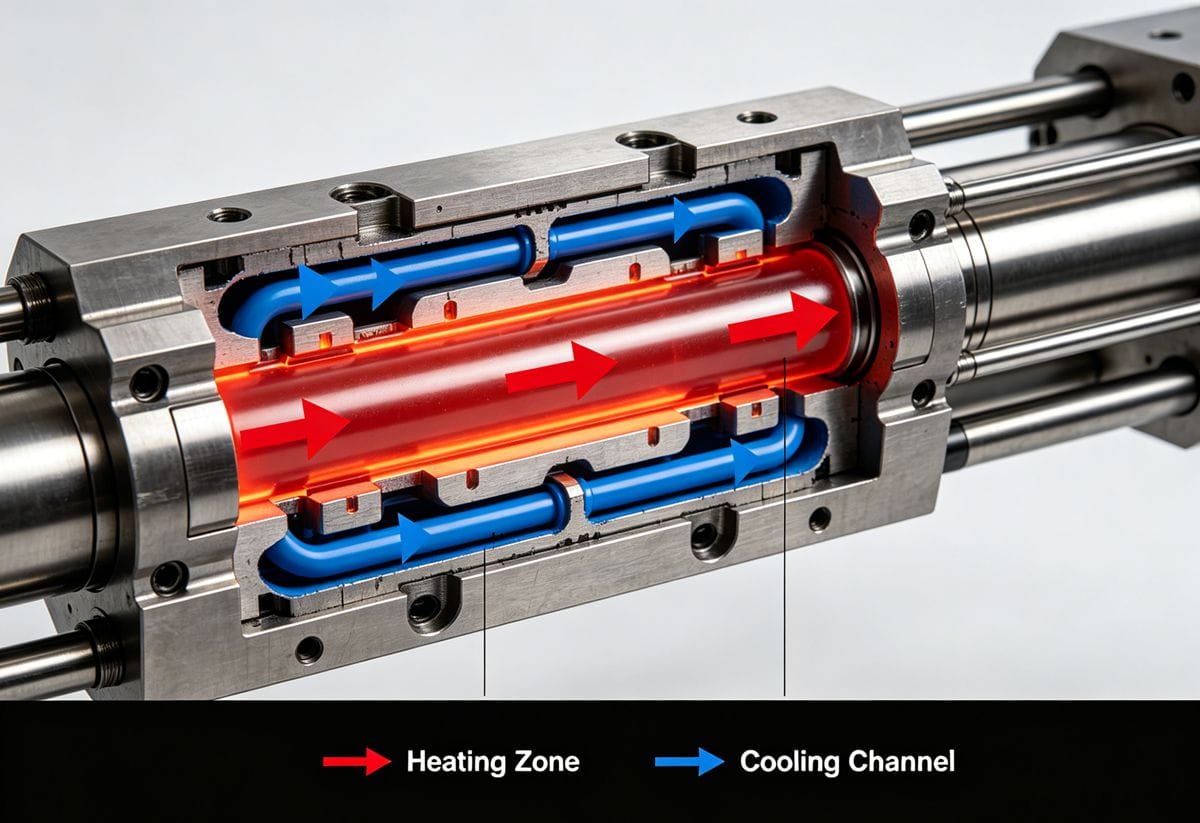
2. Mold Temperature
During the injection molding process1, the mold temperature is controlled by a cooling medium (usually water), which dictates the cooling rate of the plastic melt.
- Lower Mold Temperature: A lower temperature results in a faster cooling rate. The melt's temperature drops quickly, causing its viscosity to increase and leading to higher injection pressure loss. In severe cases, this can cause short shots (incomplete filling).
- Higher Mold Temperature: As the mold temperature increases, the melt's flowability improves, reducing the required filling pressure and enhancing the part's surface finish. However, this also lengthens the cooling time, decreasing productivity and increasing the part's shrinkage rate.
- Crystalline Plastics: For crystalline plastics, a higher mold temperature promotes crystallization, which increases the part's density and degree of crystallinity. It also allows polymer chains to relax more quickly, reducing molecular orientation and internal stress.
The Impact of Pressure
Pressure in injection molding is multifaceted, encompassing plasticizing pressure, injection pressure, and cavity pressure.
1. Plasticizing Pressure (Back Pressure)
Plasticizing pressure, also known as back pressure, is the pressure exerted on the melt at the top of the screw as it rotates and retracts. It's controlled by adjusting the resistance in the injection hydraulic cylinder's return line.
- Positive Effects: Increasing back pressure raises the internal pressure of the melt and enhances the shearing effect. This shear generates heat, which raises the melt temperature and improves plasticization quality.
- Negative Effects: Excessive back pressure slows the screw's retraction, extending the plastic's heating time. It can also increase melt backflow and leakage, reducing conveying capacity and plasticizing output while increasing power consumption. Very high back pressure can cause thermal degradation due to excessive shear heating.
2. Injection Pressure
This is the pressure generated by the screw head to push the melt into the mold.
- Pressure Too Low: If injection pressure is too low, the cavity pressure will be insufficient, and the melt won't fill the mold completely.
- Pressure Too High: Conversely, excessive pressure can cause flash (excess material), part warpage, and even overload the machine's system.
- Interdependence: Injection pressure and melt temperature are interdependent. Generally, a higher melt temperature requires lower injection pressure to achieve the same result.
3. Cavity Pressure
Cavity pressure is the actual pressure of the melt inside the mold cavity after accounting for pressure losses through the nozzle, runners, and gates.
Injection Cycle and Speed
The time it takes to complete one full injection molding sequence is called the injection molding cycle. This includes feeding, heating, filling, holding, cooling, mold opening, part ejection, and mold closing. Of these, injection speed and cooling time have a decisive impact on the final part's properties.
The Role of Injection Speed:
- Positive Effects: Increasing the injection speed raises the melt's flow rate and shear action. The resulting shear heating increases the melt temperature and lowers its viscosity, which aids in filling the mold. It also improves the strength of weld lines.
- Negative Effects: However, if the speed is too high, the melt flow can transition from a smooth laminar flow to a turbulent one. This can cause "jetting," where the melt shoots into the cavity, trapping air. This trapped air is compressed and heats up rapidly, potentially causing burns or degradation on the part.
In practice, injection speed3 is often determined through trial and error. A common approach is to start with a low-pressure, slow-speed injection and then adjust based on the part's quality.
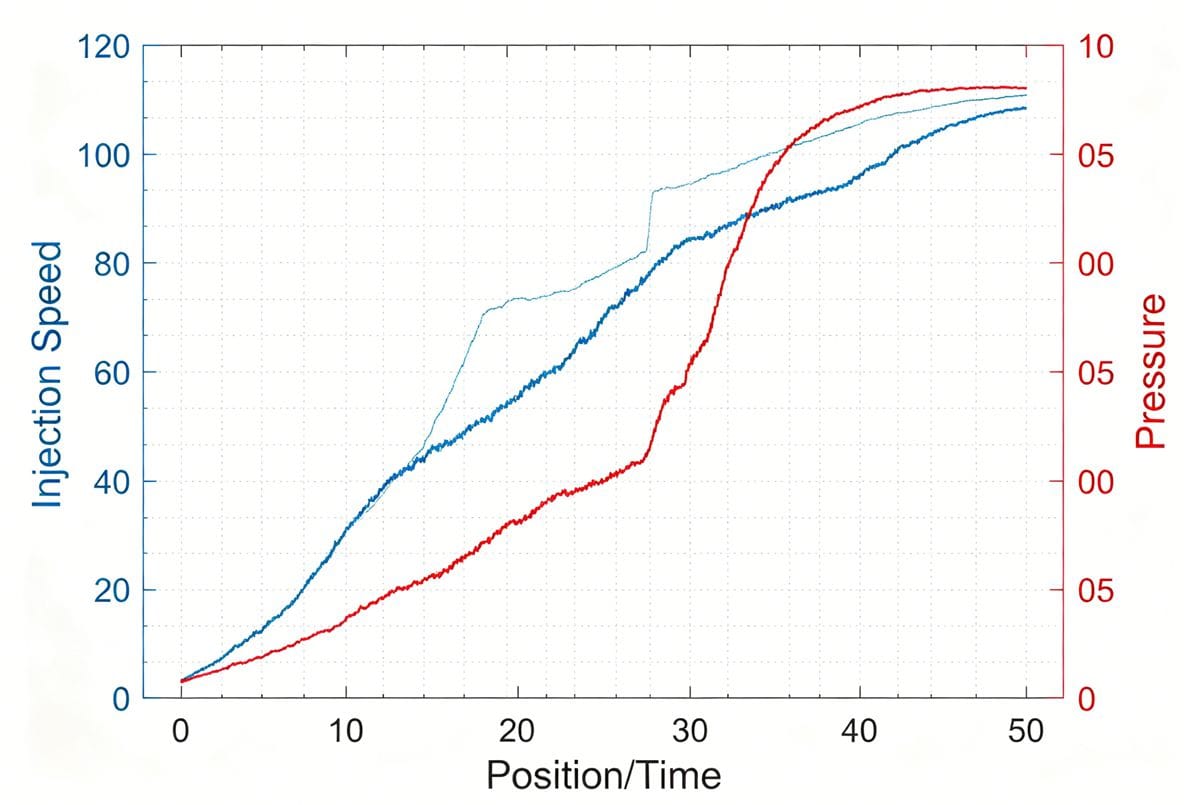
Modern injection molding machines feature multi-stage injection technology. This allows for different injection speeds and pressures to be applied at different points during the screw's forward stroke, providing precise control over the filling process. This process must be tailored to the specific plastic and part being produced.
Quick Reference: Parameter Impact Summary
For a quick overview, here is a summary of how the main parameters affect part quality.
| Process Parameter | Setting | Primary Positive Impact | Primary Negative Risk |
|---|---|---|---|
| Barrel Temp | Too High | Improves flowability, easier filling | Plastic degradation, burns, bubbles |
| Barrel Temp | Too Low | Reduces degradation risk | Poor plasticization, short shots, high stress |
| Mold Temp | Too High | Good surface finish, high crystallinity, low stress | Long cycle time, low productivity, high shrinkage |
| Mold Temp | Too Low | Short cycle time | Short shots, visible weld lines, rough surface |
| Einspritzdruck | Too High | Ensures complete filling, reduces shrinkage | Flash, part warpage, high internal stress |
| Einspritzgeschwindigkeit | Too Fast | Increases weld line strength, lowers viscosity | Jetting, trapped air, burns |
Explore this resource to discover expert insights and techniques for enhancing your injection molding efficiency and product quality. ↩
Mold temperature significantly affects part quality; understanding it can lead to better production outcomes. ↩
Injection speed is crucial for filling efficiency; understanding it can help prevent defects in molded parts. ↩



