Injection Molding Short Shot: Comprehensive Cause Analysis & Troubleshooting
Short shot, also known as underfill, incomplete filling, or "mold starvation," is a common defect in plastic injection molding. It occurs when the molten plastic fails to fill the mold cavity completely before solidifying.

Visually, this appears as an incomplete part where the flow front stopped prematurely. This is particularly common in thin-walled sections or at the furthest ends of the flow path. In multi-cavity molds, you might see one cavity filled while another is only partially full.
The root cause is almost always excessive flow resistance preventing the melt from continuing to advance. Key factors influencing flow length include wall thickness, mold temperature, injection pressure, melt temperature, and material properties.
Below is a detailed analysis of the 13 primary causes and their solutions.
💡 Quick Tip: If you are facing a short shot, start by checking your Schmelztemperatur und Einspritzdruck, as these are the most common culprits.
Machine & Equipment Issues
1. Improper Machine Selection
Using the wrong size machine is a fundamental error. The injection molding machine's maximum injection volume must exceed the total weight of the parts plus the runners (sprue/gates).
- Faustformel: The total injection weight should not exceed 85% of the machine's plasticizing capacity.
2. Insufficient Feed (Starvation)
Most machines use volumetric feeding. If the granules are inconsistent in size or if "bridging" occurs at the bottom of the hopper, feed will be interrupted.
- Lösung: Check for bridging. If the throat temperature is too high, it can cause premature melting and blockage; cool the feed throat to ensure smooth falling.
3. Excessive Lubricant
If the raw material formula contains too much lubricant, and there is significant wear between the screw check ring (non-return valve) and the barrel, severe backflow can occur.
- Result: The screw rotates but doesn't push enough material forward.
- Fix: Reduce lubricant dosage and inspect/repair the screw and barrel clearance.
4. Cold Slugs or Impurities Blocking Flow
Foreign debris or cold slugs can physically block the nozzle or gates.
- Lösung: Remove the nozzle and clean it thoroughly. Increase the size of the cold slug well in the mold to catch early solidified material.
Process Parameters (Temperature, Pressure, Speed)
5. Low Mold Temperature
When molten plastic enters a cold mold, it cools rapidly, increasing viscosity and stopping flow before the cavity is full.
- Action: Preheat the mold to the required process temperature. Restrict cooling water flow during startup until the mold reaches thermal equilibrium.
6. Low Melt Temperature
There is a direct positive correlation between melt temperature and flow length. If the temperature is too low, viscosity increases, reducing flow distance.
- Action: Increase barrel temperatures. Ensure the machine has soaked at the set temperature long enough before starting. If processing heat-sensitive materials, extend the injection cycle time rather than raising the temp excessively.
7. Low Nozzle Temperature
Because the nozzle contacts the cooler mold frequently, its temperature can drop, causing the plastic to freeze at the tip.
- Action: Use a nozzle heater and check for malfunctions. Separate the nozzle from the mold during non-injection phases if possible to maintain heat.
8. Insufficient Injection Pressure or Holding Pressure
Injection pressure drives the flow. If pressure is too low, the flow length is shortened.
- Action: Increase injection pressure and speed. Extend the injection time.
- Anmerkung: If pressure cannot be increased further, try raising the melt temperature to lower viscosity. Be careful with holding time—too short causes underfill, but too long causes other defects.
9. Injection Speed Too Slow
Injection speed dictates how fast the cavity fills. Slow injection allows the melt to cool significantly as it travels, increasing resistance.
- Action: Increase the injection speed. However, monitor for flash or burning (dieseling) which can occur if speed is too high.
Material Factors
10. Poor Material Flowability
Some resins naturally have high viscosity. Additionally, using too much recycled material (regrind) can degrade flow properties.
- Action: Add flow modifiers or lubricants to the formula. Reduce the percentage of regrind. Ensure the material is dried properly to remove moisture/volatiles that can cause gas traps (which act like blockages).
Mold & Product Design
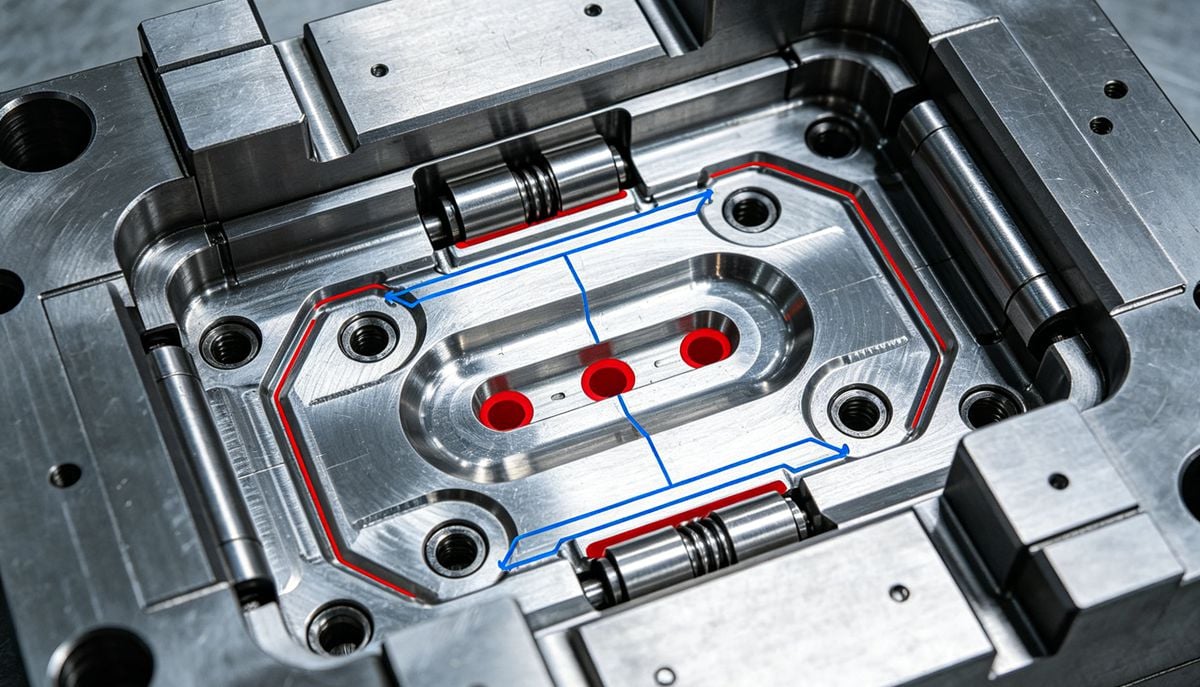
11. Unreasonable Gating System Design
In multi-cavity molds, unbalanced runners lead to uneven filling. Small, thin, or long runners cause significant pressure drops.
- Action: Balance the runner system so cavities fill simultaneously. Place gates near thick walls. Increase the cross-section of runners and gates. Consider multi-point gating for large parts.
12. Poor Mold Venting
Trapped air compresses at the end of the fill, creating backpressure that opposes the injection pressure.
- Action: Add venting channels or pins at the final fill location.
- Vent Depth: Typically 0.02~0.04mm.
- Vent Width: 5~10mm.
- Wartung: Check that cold slug wells are positioned correctly to prevent cold material from blocking vents.
13. Poor Part Structure Design
If the ratio of flow length to wall thickness is too high, the plastic will freeze before reaching the end.
- Guideline: Avoid wall thicknesses <0.5mm or >8mm generally.
- Empfehlung: For complex shapes, ensure uniform wall thickness.
Recommended Minimum Wall Thickness by Material
| Material | Min. Thickness (mm) |
|---|---|
| Polyethylene (PE) | 0.5 mm |
| Cellulose Acetate | 0.7 mm |
| Polymethyl Methacrylate (PMMA) | 0.7 mm |
| Polyamide (Nylon) | 0.7 mm |
| Polystyrol (PS) | 0.75 mm |
| PVC (Rigid) | 2.3 mm |