Your injection molded parts have inconsistent dimensions. This causes failed quality checks and project delays, hurting your bottom line. Understanding the root causes is the first step to fixing this.
Unstable dimensions in injection molding often stem from inconsistent process conditions, unsuitable raw materials, mold defects, equipment failure, or even improper testing methods. Pinpointing the exact cause requires a systematic check of these five key areas to restore production stability and part quality.
Pinpointing the exact cause can feel like searching for a needle in a haystack. But don't worry, I've been there many times over the years. This isn't just about a quick fix; it's about building a robust process for the long term, which is what we at Ideal Pro stand for. Let's break down the most common culprits one by one so you can get your production back on track.
Could Inconsistent Molding Conditions Be Causing Your Dimensional Instability?
You've set the machine parameters, but the parts are still inconsistent. It feels like you're constantly tweaking settings with no lasting improvement. Often, the problem lies in subtle process variations.
Yes, inconsistent molding conditions are a primary cause. Fluctuations in temperature, pressure, and cycle time prevent the plastic from forming and cooling uniformly. This directly leads to dimensional variations between parts and batches.

When we talk about molding conditions, we're talking about the core recipe for your part: temperature, pressure, and time. Each parameter must be strictly controlled. Even small deviations can cause big problems. For example, the cycle time for each part must be identical. If an operator opens the door at different times, the cooling process changes, and so will the part's final size.
If injection pressure is too low or holding time is too short, the part won't be packed out properly and will shrink more than expected. If the mold temperature is too low or uneven, different sections of the part will cool at different rates, causing warpage and dimensional shifts. On the other hand, if the barrel or nozzle temperature is too high, the material can degrade, also affecting stability. Here's a simple guide I use for adjustments:
| Problem: Part Size is... | Corrective Action |
|---|---|
| Too Large (less shrinkage) | Decrease injection pressure, decrease melt temp, increase mold temp. |
| Too Small (more shrinkage) | Increase injection pressure, increase holding time, lower mold temp. |
Remember, even the temperature in your facility can have an impact. I've seen seasonal changes affect processes that were stable for months. You must be ready to make small adjustments to your process temperatures to account for the changing environment.
Is the Wrong Plastic Material to Blame for Your Sizing Issues?
You chose a material that seemed right on the datasheet, but the final parts don't meet your specifications. This can derail your entire project. The material's inherent properties are critical.
Absolutely. The raw material's shrinkage rate has a huge impact on dimensional accuracy. If a material has a high or unpredictable shrinkage rate, it's incredibly difficult to maintain tight tolerances, even with a perfect process and a high-precision mold.

When I help clients with material selection, the first thing we discuss is shrinkage. Every plastic shrinks as it cools from a molten state to a solid. The key is how much it shrinks and how consistently it does so. This is heavily influenced by the type of resin.
Generally, plastics fall into two families: crystalline and amorphous.
- Crystalline resins (like Polypropylene or Nylon) have a more organized molecular structure. They tend to have higher shrinkage rates and their shrinkage can vary more depending on processing conditions. The size of the crystal structures, or "spherulites," matters. Faster cooling leads to smaller spherulites and less shrinkage.
- Amorphous resins (like Polycarbonate or ABS) have a random molecular structure. They generally have lower, more predictable shrinkage rates, making them a better choice for parts with very tight tolerances.
Beyond the type of resin, other material issues can cause chaos. If your plastic pellets are not dried properly, the moisture turns to steam in the barrel, causing splay and inconsistent dimensions. Similarly, if you mix regrind (recycled material) with virgin material, you must do it evenly. Inconsistent mixing or using different batches of raw material can introduce variations that show up in your final parts.
Could a Defective or Worn-Out Mold Be the Real Problem?
You've dialed in your process and double-checked your material, but the parts are still off. It's frustrating to invest in a tool only to have it produce inconsistent results.
Yes, mold defects are a frequent and often overlooked cause. Insufficient mold rigidity, wear and tear on cavities, poor gating, and alignment issues can all lead to inconsistent part dimensions and defects.

The mold is the heart of the operation. Its design and manufacturing precision directly dictate the precision of your parts. If the mold isn't strong enough (lacks rigidity), it can actually flex under the high pressures of injection. This deformation means the cavity shape is not consistent shot after shot.
Wear and tear is another major factor, especially when using abrasive materials with fillers like glass fiber. These materials can slowly erode the steel of the cavity walls, causing dimensions to grow over time. The same goes for guide pins and bushings; if they wear down, the alignment between the two halves of the mold (core and cavity) can shift, leading to uneven wall thickness.
With multi-cavity molds, the challenge is even greater. Each cavity must be identical, and the runner system must be "balanced" so that all cavities fill at the same rate and pressure. Any imbalance will cause variations between the parts in a single shot. For parts with very high precision requirements, I often advise against multi-cavity molds unless absolutely necessary, as the cost to ensure perfect balance can be very high. When we design molds at Ideal Pro, we always factor in sufficient strength and use high-quality, wear-resistant steels with proper heat treatment to ensure a long and stable production life.
Is Your Injection Molding Machine Failing You?
Your process seems to drift over time, even though the settings haven't changed. Chasing these "ghost" issues wastes time and leads to high scrap rates, making a stable process impossible.
Definitely. Equipment failures like an unstable feeding system, a worn screw, a faulty check valve, or inconsistent temperature control can directly cause dimensional instability by failing to deliver a consistent melt shot after shot.

Your injection molding machine is a complex piece of equipment. If one component isn't performing correctly, the whole process suffers. I've seen many teams blame the mold or the material when the real culprit was the machine itself.
One of the most common issues I find is a faulty check valve. This valve at the front of the screw is supposed to prevent molten plastic from flowing backward during injection. If it leaks, the amount of plastic injected into the mold—the shot size—will vary, leading to inconsistent part dimensions and weight. A worn-out screw and barrel have a similar effect; they can't melt and deliver the plastic consistently.
Another area to check is the temperature control system. A failing heater band or a faulty thermocouple can cause the melt temperature to swing up and down. This changes the viscosity of the plastic and its flow behavior, which in turn affects how the part fills and shrinks. Even the feeding system that supplies the plastic pellets must be stable. Any inconsistency in material delivery to the screw will result in an inconsistent shot. Regular, preventative maintenance on your machines isn't just a recommendation; it's essential for stable, high-quality production.
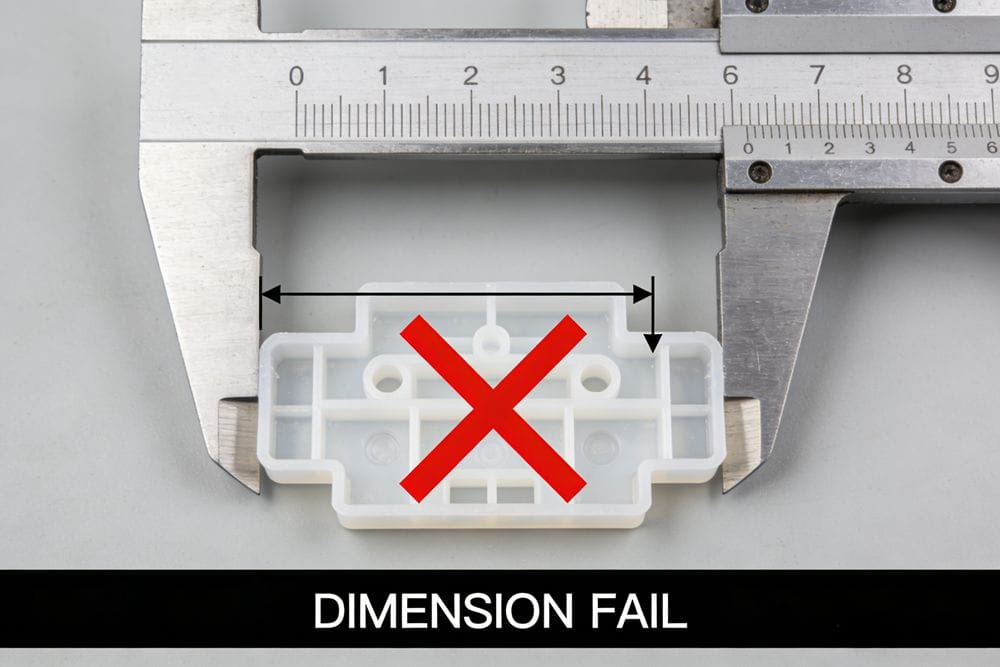
Are You Sure You're Measuring Your Parts Correctly?
Two people from your team measure the same part and get different numbers. This creates confusion, false rejects, and arguments between QC and production. It undermines trust in the entire process.
This is a surprisingly common issue. If your measurement methods, timing, and temperature are not standardized, you will see what looks like dimensional instability. Plastic parts shrink and change shape as they cool.

Many people don't realize just how much plastic parts can change after they come out of the mold. Plastics have a coefficient of thermal expansion that is often 10 times greater than that of metal. This means a small change in room temperature can cause a measurable change in a part's size.
More importantly, parts continue to shrink for hours after molding. Based on my experience, most of the change happens within the first 10 hours, but a part might not be fully stable for up to 24 hours. If one person measures a part one hour after molding and another person measures a part from the same batch the next day, you are guaranteed to get different results. This isn't a process problem; it's a measurement problem.
To solve this, you must create a standard operating procedure (SOP) for measurement. Define exactly how and when parts are to be measured. Specify the tools to be used (e.g., calipers, CMM), the exact points on the part to measure, and, most critically, the conditioning time. For example, your SOP might state: "All parts must be conditioned at 23°C for a minimum of 24 hours before final dimensional inspection." This ensures that everyone is measuring a stable part under the same conditions, giving you data you can actually trust.
結論
Unstable dimensions come from process, material, mold, machine, or measurement issues. A systematic approach to these five areas will lead you to a stable, reliable production process.