
Coups courts (également appelés "underfills") se produisent lorsque le plastique fondu ne remplit pas complètement la cavité du moule, ce qui donne une pièce incomplète. Ce défaut apparaît généralement dans les sections à parois minces ou dans les zones les plus éloignées de la porte.
Conseil de pro : Pour les caractéristiques internes qui n'affectent pas l'esthétique ou la fonctionnalité, de petites lacunes peuvent être acceptables. Toutefois, si vous tentez de les réparer en les surchargeant, vous risquez d'avoir les conséquences suivantes flash (fuite du matériau excédentaire), il faut donc toujours évaluer d'abord la nécessité de l'ajustement.
Les tirs courts sont dus à une série de facteurs allant des réglages de la machine à la conception du moule. Vous trouverez ci-dessous les Les 12 stratégies les plus efficaces pour diagnostiquer et résoudre ce défaut courant.

1. Taille du projectile ou coussin insuffisant
Si la quantité de matériau injecté est inférieure à celle dont la cavité a besoin, la pièce ne se remplit pas.
- Solution : Augmentez progressivement la taille de la piqûre ou la valeur du coussin jusqu'à ce que la pièce se remplisse complètement sans provoquer de flash.
2. Température du canon trop basse
Les basses températures de fusion augmentent la viscosité du plastique, ce qui crée une forte résistance à l'écoulement.
- Solution : Augmentez de manière appropriée les zones de température du tonneau. Cela réduit la viscosité et améliore la fluidité de la matière fondue, ce qui lui permet d'atteindre les zones éloignées du moule.
3. Pression ou vitesse d'injection trop faible
La matière fondue a besoin d'une force motrice suffisante pour s'écouler à travers toute la cavité avant de se refroidir.
- Solution : Augmentez la pression et la vitesse d'injection. Cela permet de s'assurer que la matière fondue reçoit une pression et un matériau (supplément) adéquats avant qu'elle ne se solidifie.
4. Temps d'injection insuffisant
Le remplissage d'un poids spécifique de matériau nécessite une durée spécifique. Si la minuterie s'arrête trop tôt, la prise de vue est incomplète.
- Solution : Prolongez le temps d'injection jusqu'à ce que la cavité du moule soit entièrement remplie. Surveillez la position de transfert pour garantir la cohérence.

5. Pression de maintien inadéquate1 (Point de basculement)
Une cause fréquente est le passage trop précoce de la pression d'injection à la pression de maintien. Si le point de basculement est réglé trop en avant, il reste trop de matière à tasser par la pression de maintien, ce qui n'est souvent pas suffisant pour terminer le remplissage.
- Solution : Réajustez le Point de commutation V/P (vitesse vers pression) à la position optimale. L'objectif est de remplir 95-98% de la cavité par la vitesse, puis de tasser le reste par la pression.
6. Température du moule trop basse2
Lorsque la géométrie de la pièce varie considérablement en épaisseur, un moule froid peut provoquer un gel prématuré de la matière fondue, ce qui entraîne une pression d'injection excessive.
- Solution : Augmentez la température du moule ou reconfigurez les canaux d'eau de refroidissement pour garantir un chauffage uniforme, en particulier pour les sections minces.
7. Mauvais alignement de la buse par rapport à la bague de sertissage3
Si la buse de la machine n'est pas parfaitement alignée avec la douille de la carotte du moule, le matériau fuit (goutte) pendant l'injection, ce qui réduit le volume réel de l'injection.
- Solution : Réalignez le moule ou ajustez la position de la buse pour assurer l'étanchéité entre la buse et la douille de la carotte.
8. Buse endommagée ou partiellement obstruée4
Dans les opérations où le chariot se rétracte (aspiration), l'impact répété entre la buse et le moule peut déformer l'extrémité de la buse et rétrécir le canal d'écoulement. Cela augmente la chaleur de cisaillement et peut provoquer l'obstruction de l'orifice par des particules froides.
- Solution :
- Retirez et réparez ou nettoyez la buse.
- Réinitialiser le position limite avant de la buse pour réduire la force d'impact à un niveau raisonnable.
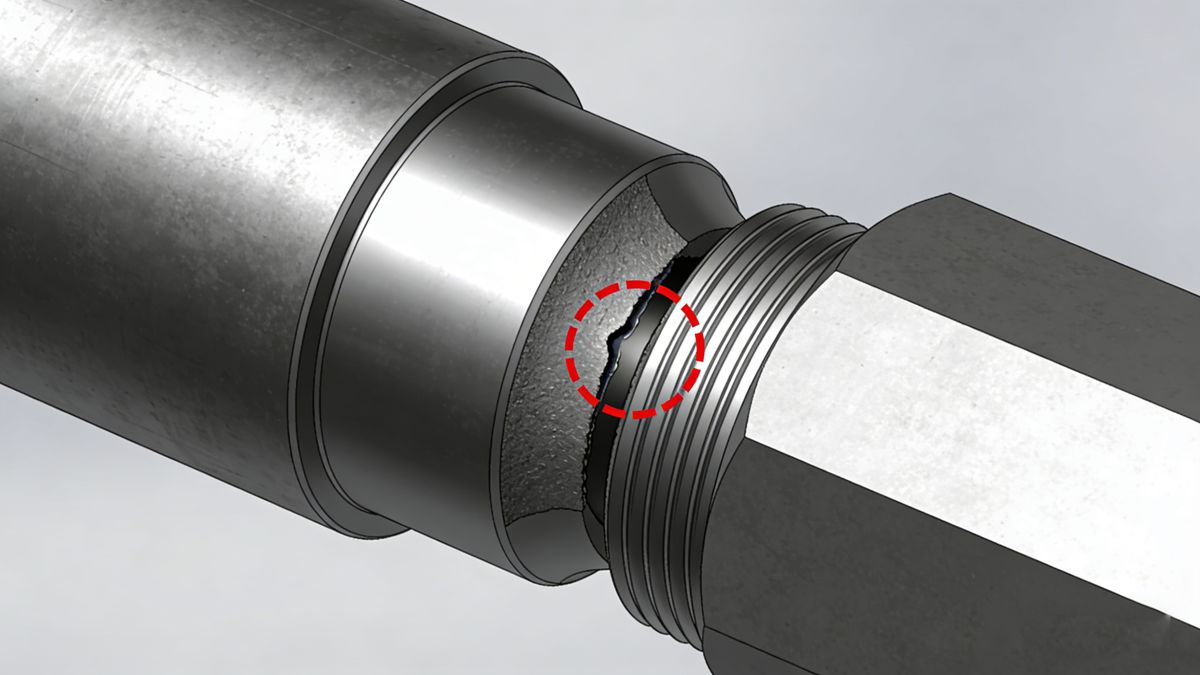
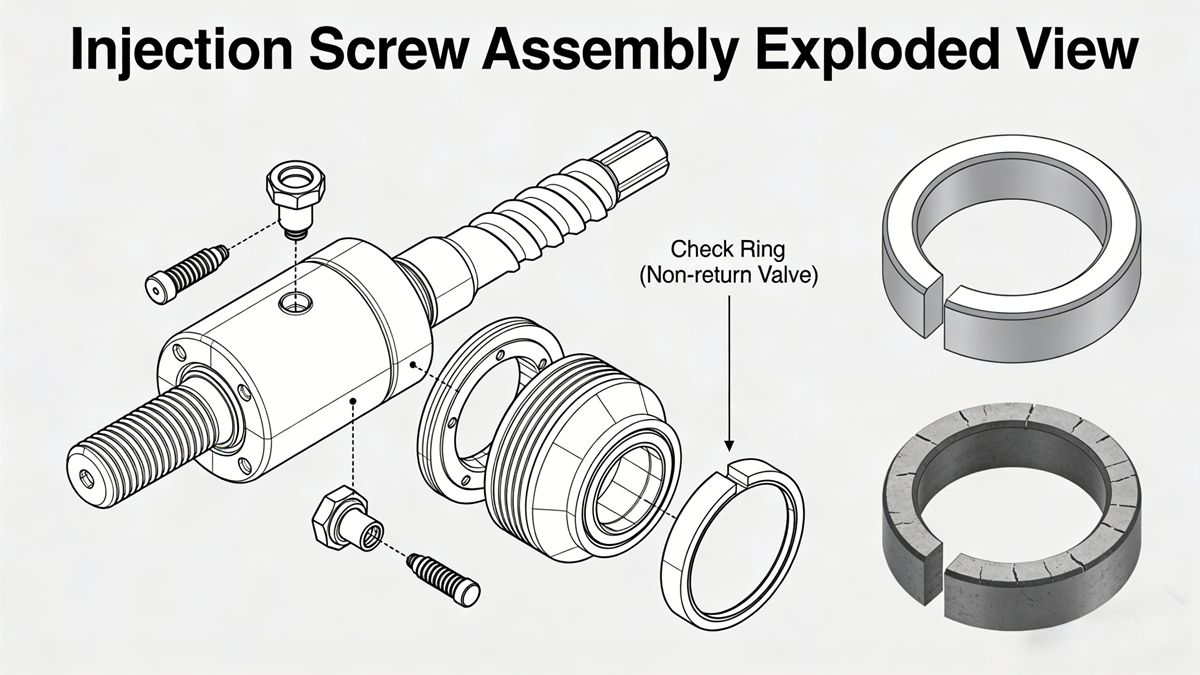
9. Anneau de contrôle usé5 (Clapet anti-retour)
L'usure de la bague de contrôle (bague d'arrêt) et de la bague de poussée sur la pointe de la vis crée un espace. Pendant l'injection, le plastique fondu s'écoule vers l'arrière (fuite) au lieu d'avancer, ce qui entraîne une perte de volume d'injection.
Comment vérifier l'usure des anneaux de contrôle :
- Terminez un cycle d'injection et passez à Mode manuel.
- Réglez la pression d'injection et la vitesse à des valeurs faibles.
- Effectuez une course de dosage (récupération).
- Effectuez manuellement l'injection tout en observant l'indicateur de position de la vis.
- Observation : Si la vis avance facilement avec peu de résistance, la fuite est importante.
- Solution : Si l'usure est importante, remplacez immédiatement la bague de contrôle. Poursuivre la production avec une bague usée garantit une qualité irrégulière des pièces.
10. Mauvaise évacuation des moisissures
L'air piégé dans la cavité agit comme un ressort à gaz comprimé, empêchant la matière fondue d'atteindre l'extrémité de la trajectoire d'écoulement. Cela se produit souvent lorsque l'air ne peut pas s'échapper assez rapidement par les plans de joint ou les broches d'éjection.
- Solution :
- Usinez des canaux de ventilation appropriés aux emplacements des purgeurs d'air sur le plan de joint.
- Si les pièges ne sont pas situés sur le plan de joint, modifiez les manchons existants ou les broches d'éjection pour qu'ils servent d'évents internes.
- Envisagez de déplacer la porte pour modifier le front d'écoulement et pousser l'air vers les bouches d'aération existantes.
11. Côtes trop fines ou trop profondes
Les nervures minces et profondes sont des pièges à air et des restrictions de débit classiques. Elles sont difficiles à remplir car le matériau se refroidit rapidement dans le canal étroit.
- Solution :
- Augmentez l'épaisseur de la nervure (typiquement 50-60% de l'épaisseur de la paroi principale).
- Ajoutez des rayons généreux à la base de la nervure pour améliorer l'écoulement.
- Installez des dispositifs de ventilation spécifiques à l'extrémité de la nervure.
12. Système de patins ou de portes déséquilibré
Les moules à cavité unique sont généralement bien conçus, moules à cavités multiples souffrent souvent d'un déséquilibre des flux. De minuscules différences dans les dimensions des glissières ou des portes peuvent entraîner le remplissage de certaines cavités alors que d'autres ne sont pas suffisamment remplies.
- Solution : Analysez l'équilibre du débit. Il se peut que vous deviez restreindre manuellement les vannes des cavités "faciles à remplir" (à l'aide d'ajustements de la terre des vannes) ou usiner les glissières pour assurer une distribution égale du débit dans toutes les cavités.
Conclusion
La résolution des problèmes de tirs courts nécessite une approche systématique. Commencez par vérifier les paramètres les plus simples de la machine (taille du jet, température, pression) avant de passer aux inspections mécaniques (anneaux de contrôle, buse) et enfin aux modifications du moule (aération, équilibre des canaux). En appliquant ces 12 techniques éprouvées, vous pouvez réduire considérablement les taux de rebut et améliorer l'efficacité de votre moulage par injection.
Comprendre la pression de maintien peut vous aider à optimiser le processus de remplissage et à réduire les défauts. ↩
Découvrez l'importance de la température du moule pour obtenir des pièces moulées par injection de haute qualité. ↩
Découvrez comment un alignement correct des buses peut éviter les pertes de matière et améliorer le volume de production. ↩
L'identification des problèmes de buse est essentielle pour maintenir une qualité d'injection constante. ↩
Comprendre le rôle de la bague de contrôle peut vous aider à maintenir le volume de production et la qualité des pièces. ↩



