Injection Molding Shrinkage: The Impact of Temperature and Speed
Shrinkage (sink marks and voids) is one of the most common defects in injection molding. It occurs when the molten plastic cools and shrinks, leaving a void because the gate has sealed off before enough material could compensate for the contraction.
While many technicians know the basics, there are counter-intuitive factors that often make the problem worse. This article explores how Form Temperatur, Schmelztemperatur, und Einspritzgeschwindigkeit1 specifically influence shrinkage.
Mold Temperature: Why "Too Cold" Can Be Bad
A common misconception is that lowering the mold temperature always helps reduce shrinkage. While high mold temperatures do prolong cooling time and can lead to shrinkage, mold temperature that is too low is equally detrimental.
The Mechanism of Failure
When the mold temperature is too low, the melt cools too rapidly.
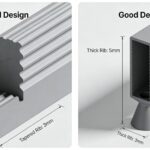
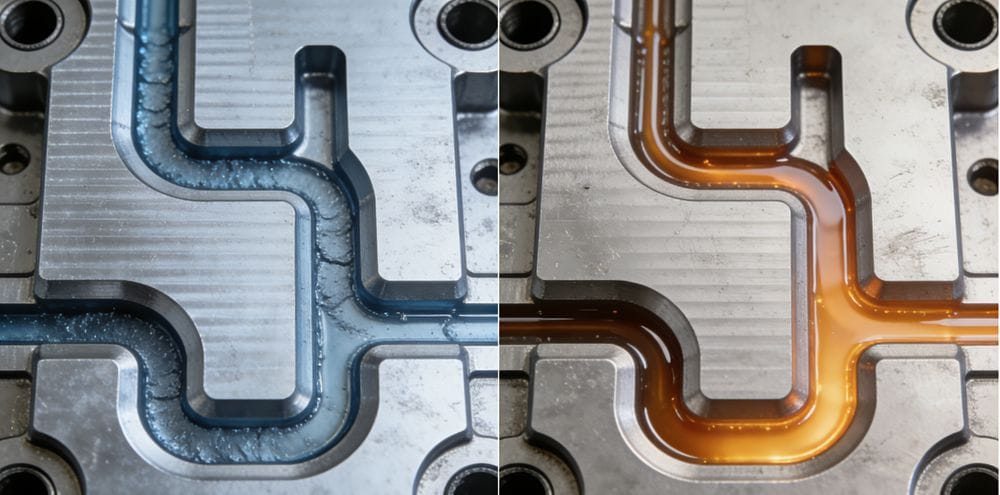
- Blocked Channels: In thick sections far from the gate, the outer skin freezes quickly. This seals off the channel, preventing molten plastic from the gate from reaching the core to compensate for shrinkage.
- Concentrated Shrinkage: Low mold temperatures do not favor uniform overall shrinkage. Instead, they increase "concentrated shrinkage," making sink marks more severe and obvious.
Profi-Tipp: When troubleshooting difficult shrinkage issues, check your mold temperature. For materials like Polycarbonat (PC)2, which are prone to voids, increasing the mold temperature can significantly improve the issue, whereas low temperatures will seal the gate too early.
Melt Temperature: The Balance of Fluidity
Most operators know that high melt temperatures can cause shrinkage due to longer cooling times. The standard reaction is to lower the temperature by 10~20°C. However, setting the melt temperature too low (near the lower limit) is a critical error, especially for thick parts.
Why Low Melt Temperature Worsens Shrinkage
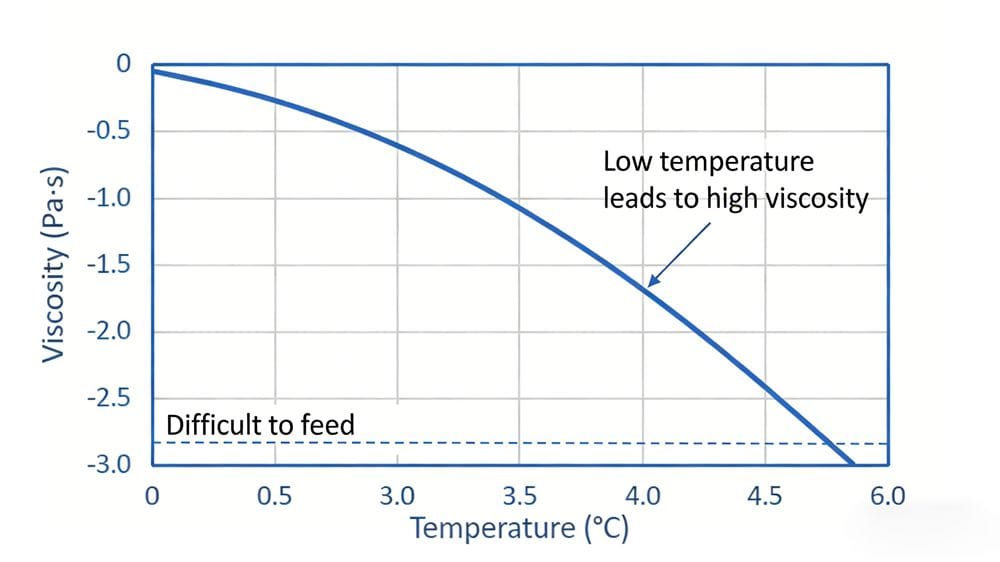
- Premature Freezing: Similar to low mold temperature, if the melt is too cool, it condenses too fast.
- Lack of Pressure Transmission: A sufficient temperature difference is needed from the shrinkage location back to the gate to allow for feeding. If the melt is too cold, the "feeding channel" freezes off before the part is packed out.
- Material Sensitivity: This is very common with fast-condensing materials like PC.
Troubleshooting Step: Do not just look at the thermometer. Perform an air shot (purge) to visually inspect the melt quality and fluidity. If the melt looks stiff or rough, the temperature might be too low to solve the shrinkage problem.
Injection Speed: Slower Can Be Better
When shrinkage occurs, the instinct is to increase injection pressure and time. However, if your injection speed is too fast, it can actually hinder the solution.
The Benefits of Reducing Injection Speed
Slowing down the injection speed helps in two major ways:
- Thermal Gradient: It creates a larger temperature difference between the flow front and the gate. This promotes sequential solidification (freezing from far to near), allowing the gate to stay open longer for feeding.
- Pressure Application: It allows higher pressure to reach the shrinkage areas far from the gate.
The Strategy: Slow Down to Speed Up Quality
By reducing the injection speed, the melt at the front is cooler and moves slower, reducing the risk of flash (burrs). This allows you to safely increase the holding pressure und holding time, which are critical for eliminating shrinkage.
Recommended Profile:
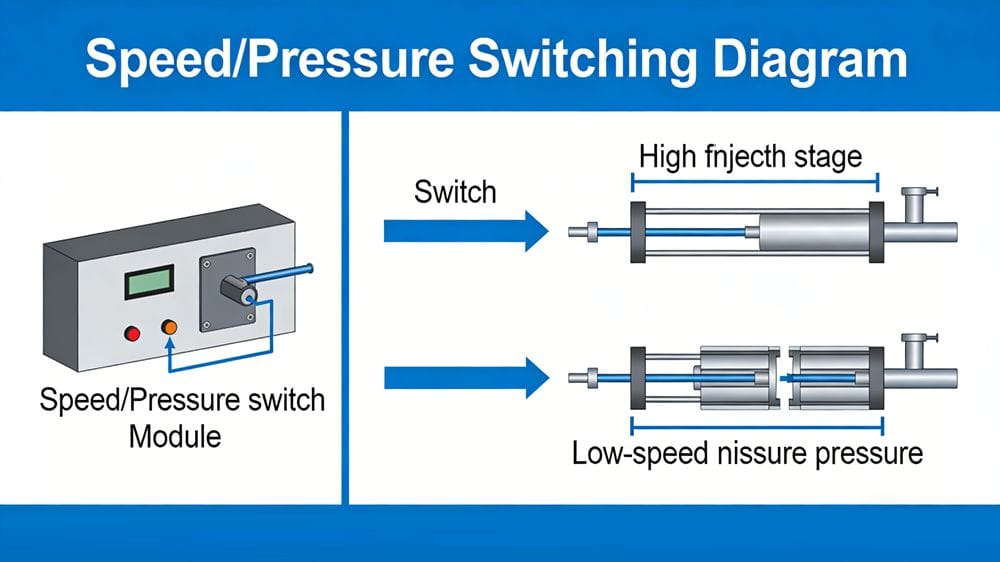
- Use a slow speed, high pressure, and long time profile for the final stage of injection (packing).
- Try a "decelerating injection" profile (gradually slowing down while increasing pressure).
Warning: Do not fill the cavity too slowly. If the fill time is excessive, the melt will freeze completely before the cavity is full, making compensation impossible.
Summary Table
| Parameter | Common Mistake | Optimized Approach for Shrinkage |
|---|---|---|
| Mold Temp | Setting it too low to cool fast. | Ensure it is not too low; maintain a temp that allows feeding channels to stay open. |
| Melt Temp | Lowering it to the minimum limit. | Keep it within the optimal range to ensure fluidity for packing. |
| Speed | Injecting as fast as possible. | Reduce speed (especially in later stages) to allow for higher packing pressure. |