Wat is de oppervlaktebehandeling van spuitgietmatrijzen?
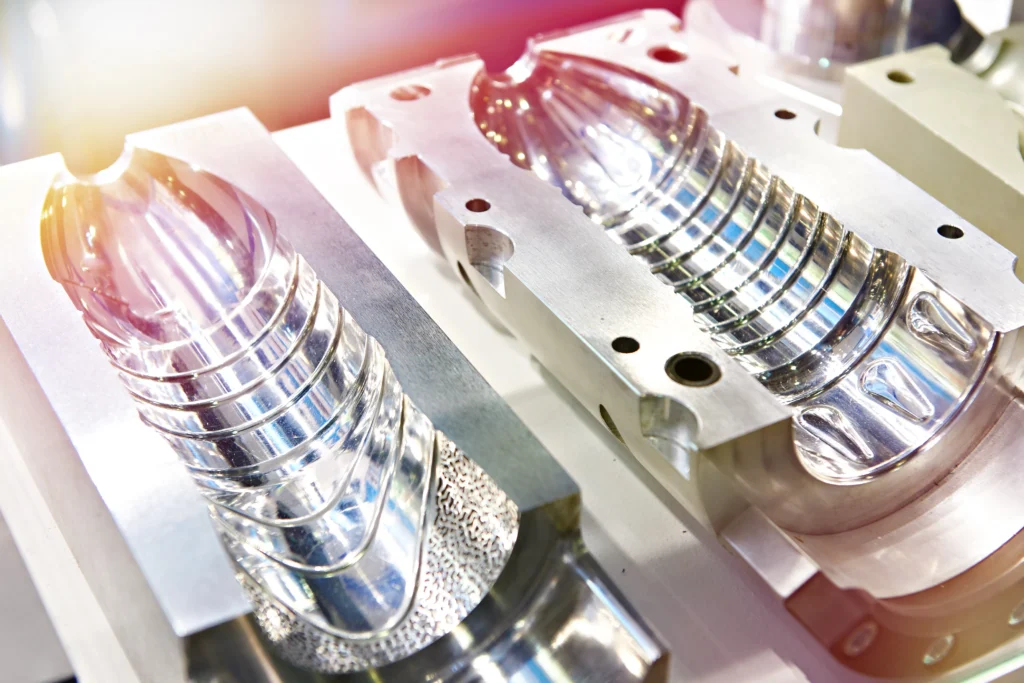
Here, injection mold surface treatment refers to the texture of the product surface. As we all know, injection molded products are made by injecting molten plastic material into a mold to form a specific shape, and then cooling and solidifying it into the final product. The surface texture is generated directly by the mold itself, meaning that no additional post-processing work such as polishing, painting, or oxidation is required. Therefore, the surface texture of injection molded products corresponds to the processing of the mold surface, specifically the polishing and finishing of the mold during the production process. With this understanding, we can now look at some common surface treatment methods we use.
SPI oppervlaktebehandeling matrijs
The most commonly used surface finishes are standardized by the Plastics Industries Society (SPI). These finishes range from the highest grade, mirror finish (SPI A), to semi-gloss finishes (SPI B), and fine and coarse matte textures (SPI C and SPI D). These finishes enhance the appearance of transparent polymer parts by improving their reflectivity or transparency. Mirror finishes are ideal for parts that require a glossy or transparent look, but they are also more prone to showing signs of use and typically require longer processing times and are more expensive. Matte finishes, on the other hand, offer a softer look and help conceal fingerprints or scratches on frequently handled items. They are also faster to process and more cost-effective.
| Type afwerking | SPI-nummer | beschrijven | toepassing | ruwheid (Ra μm) | ||
| SPI-A1 | #3 Diamant polijsten | Hoogglans gepolijste of transparante onderdelen, optisch helder | 0.012-0.025 | |||
| diamant | SPI-A2 | #6 Diamant polijsten | Sterk gepolijste of transparante onderdelen | 0.025 - 0.050 | ||
| SPI-A3 | #15 Diamant polijsten | Hoog tot middelmatig gepolijste onderdelen, niet-optische lenzen | 0.050-0.100 | |||
| SPI-B1 | 600 deeltjesgrootte | Medium gepolijste onderdelen | 0.05 - 0.10 | |||
| Papier | SPI-B2 | 400 deeltjesgrootte | Medium gepolijste onderdelen | 0.10 - 0.15 | ||
| SPI-B3 | 320 grind | Middelmatig tot laag gepolijste onderdelen | 0.28 - 0.32 | |||
| SPI-C1 | 600 stenen | Onderdelen met weinig polijstwerk | 0.35 - 0.40 | |||
| Steen | SPI-C2 | 400 stenen | Onderdelen met weinig polijstwerk | 0.35 - 0.40 | ||
| SPI-C3 | 320 stenen | Onderdelen met weinig polijstwerk |
| |||
| SPI-D1 | #11 Glazen kralen | Satijnen afwerking | 0.80 - 1.00 | |||
| Droog zandstralen | SPI-D2 | #240 Aluminiumoxide zandstralen | Doffe afwerking | 1.00 - 2.80 | ||
| SPI-D3 | #24 Aluminiumoxide zandstralen | Doffe afwerking | 20 maart - 18:00 PM |
VDI 3400 vormtextuur
VDI 3400 surface finish refers to the texture standard of the German Association of Engineers (Verein Deutscher Ingenieure). VDI has set the standard for mold cavity surfaces in the European market and globally. VDI 3400 is mainly processed by EDM during mold making. VDI consists of electrical discharge particles of different sizes, depths, and densities.
| VDI-waarde | beschrijven | toepassing | Ruwheid (Ra µm) |
| VDI 12 | 600 stenen | Onderdelen met weinig polijstwerk | 0.40 |
| VDI 15 | 400 stenen | Onderdelen met weinig polijstwerk | 0.56 |
| VDI 18 | Glasparels droog spuiten | Satijnen afwerking | 0.80 |
| VDI 21 | Droogstralen #240 oxide | Doffe afwerking | 1.12 |
| VDI 24 | Droogstralen #240 oxide | Doffe afwerking | 1.60 |
| VDI 27 | Droogstralen #240 oxide | Doffe afwerking | 2.24 |
| VDI 30 | Droogstralen #24 Oxide | Doffe afwerking | 3.15 |
| VDI 33 | Droogstralen #24 Oxide | Doffe afwerking | 4.50 |
| VDI 36 | Droogstralen #24 Oxide | Doffe afwerking | 6.30 |
| VDI 39 | Droogstralen #24 Oxide | Doffe afwerking | 9.00 |
| VDI 42 | Droogstralen #24 Oxide | Doffe afwerking | 12.50 |
| VDI 45 | Droogstralen #24 Oxide | Doffe afwerking | 18.00 |
The VDI 3400 surface finish standard is primarily achieved through electrical discharge machining (EDM) and is an international guideline for creating matte textures on molds. EDM can produce a range of textures from fine to coarse, depending on the selection. Some textures have close equivalents, such as SPI D-3 and VDI 33, which look very similar. Similarly, VDI 12 corresponds to SPI C-1 in terms of texture quality.
Opties voor oppervlaktebehandeling bij spuitgieten
A lower surface finish value results in a finer mold and product surface, which means longer mold production time and higher costs. Therefore, it’s not always necessary to choose the highest grade when selecting mold surface finish. The decision should be made based on the product’s usage environment and specific requirements. For example, for externally invisible plastic parts, a surface finish of SPI-B2 (the industry default unless otherwise specified) or lower is sufficient. For products requiring a transparent or mirror-like finish, a standard of SPI-A3 or higher is necessary.
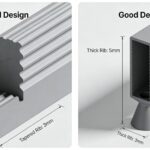
Finally, the surface treatment of the mold is significantly influenced by the mold manufacturing method, especially the draft angle of the product. In injection molding, almost every product requires a draft angle (which helps remove the product from the mold), typically ranging from 1 to 10 degrees. The rougher the product surface, the larger the required draft angle. Therefore, if you need a product with a surface almost perpendicular to the mold opening direction, you cannot choose a very rough surface treatment. If you are unsure about the right mold treatment for your product, feel free to consult Ideal Pro’s professional engineers and advisors. We are happy to offer you free consultation and assistance; let’s get started!