
Wat is tegendruk bij spuitgieten?
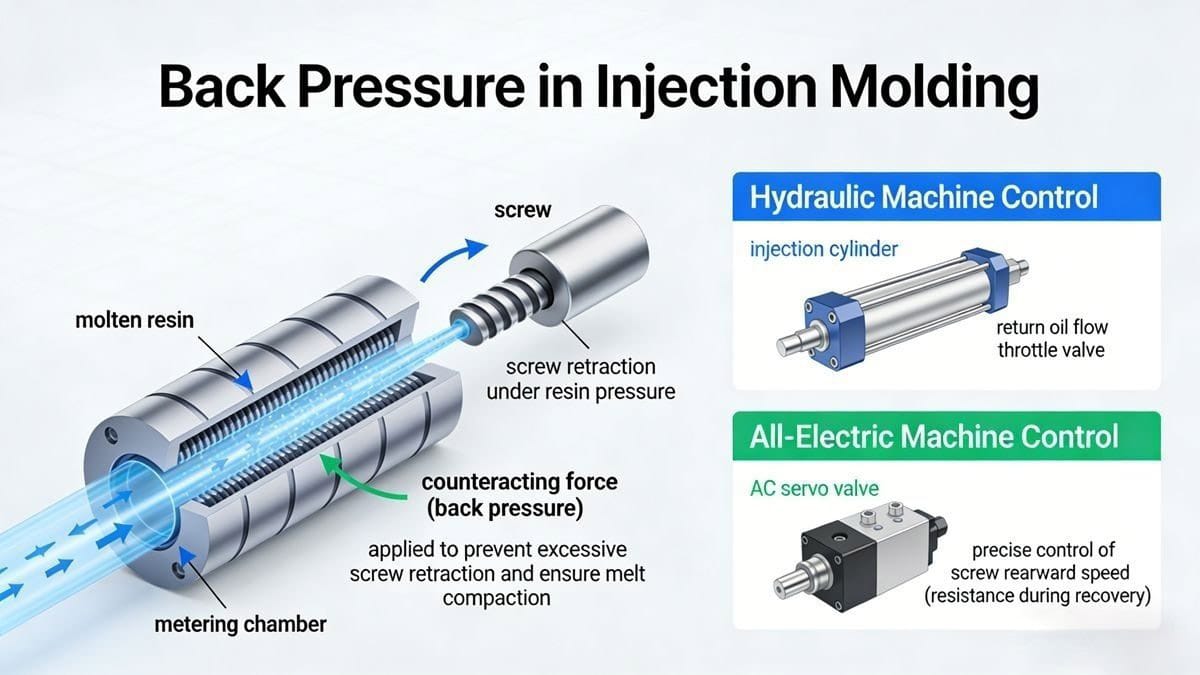
Tijdens de plastic smelt- en plastificatiefase beweegt gesmolten hars voortdurend naar de voorkant van het vat (in de doseerkamer), waarbij druk wordt opgebouwd die de schroef naar achteren duwt. Om overmatig of ongecontroleerd terugtrekken van de schroef te voorkomen - en om een gelijkmatige verdichting van de smelt te garanderen - wordt er een tegenwerkende kracht op de schroef uitgeoefend. Deze tegenwerkende weerstand wordt tegendruk1 (ook bekend als plastificerende druk2).
Bij hydraulische spuitgietmachines wordt de tegendruk geregeld via een smoorklep voor retouroliestroom in de injectiecilinder. In volledig elektrische machines wordt deze geregeld door een AC-servoklep die de achterwaartse snelheid van de schroef (d.w.z. de weerstand tijdens het terugwinnen) nauwkeurig regelt.
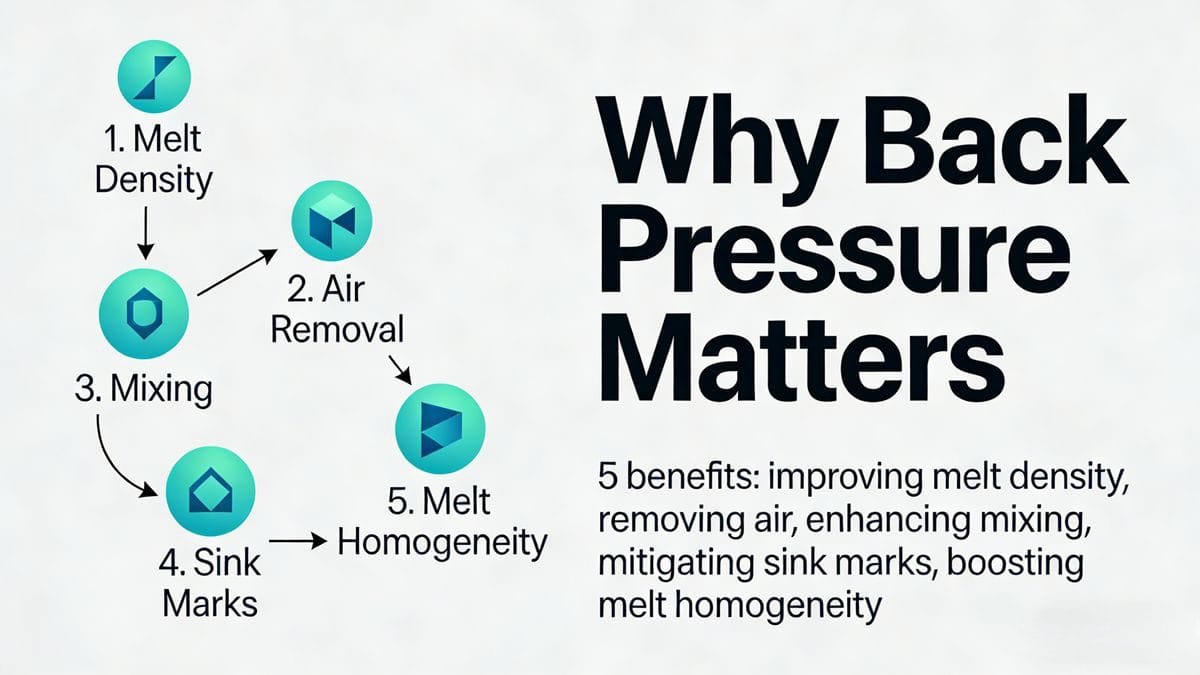
Waarom tegendruk belangrijk is: 5 belangrijke voordelen van de juiste afstelling
Als de tegendruk correct is ingesteld, verbetert deze zowel de processtabiliteit als de productkwaliteit aanzienlijk:
Verbetert smeltdichtheid en schotconsistentie
Een hogere tegendruk verdicht de smelt in de loop, waardoor de dichtheid toeneemt. Dit leidt tot een consistenter schotvolume, onderdeelgewicht en maatvastheid - essentieel voor componenten met kleine toleranties.Verwijdert ingesloten lucht en vermindert oppervlaktegebreken
Het compressie-effect “perst” ingesloten lucht en vluchtige stoffen eruit, waardoor oppervlaktedefecten zoals:- Zilveren strepen (gasvlekken)
- Interne holtes/bubbels
- Ongelijkmatige glans of waas
Resultaat: gladdere, cosmetisch acceptabelere oppervlakken.
Verbetert menging en kleureenheid
Door de terugtrekking van de schroef te vertragen, verlengt de tegendruk de verblijftijd in de schuifzone, waardoor de dispersie van:- Kleurstoffen (pigmenten, masterbatches)
- Vulstoffen (bijv. glasvezel, calciumcarbonaat)
Dit voorkomt kleurstrepen, vlekken of inconsistente tinten op verschillende onderdelen.
Vermindert zinkplekken en verbetert de doorstroming aan de randen
De geoptimaliseerde tegendruk verhoogt de smelttemperatuur lichtjes (via verhoogde verhitting door afschuiving) en verbetert de homogeniteit van de smelt, waardoor de smelt beter vloeit in dunne doorsneden, ribben en hoeken. Dit vermindert zinksporen en verbetert het vullen van complexe geometrieën.Verhoogt de smelthomogeniteit en elimineert koude slakken
Een betere plastificering levert een gelijkmatiger smelttemperatuurprofiel op, waardoor er minder koude vloeilijnen zijn en er geen defecten door koude slakken bij de gate of runner ontstaan.
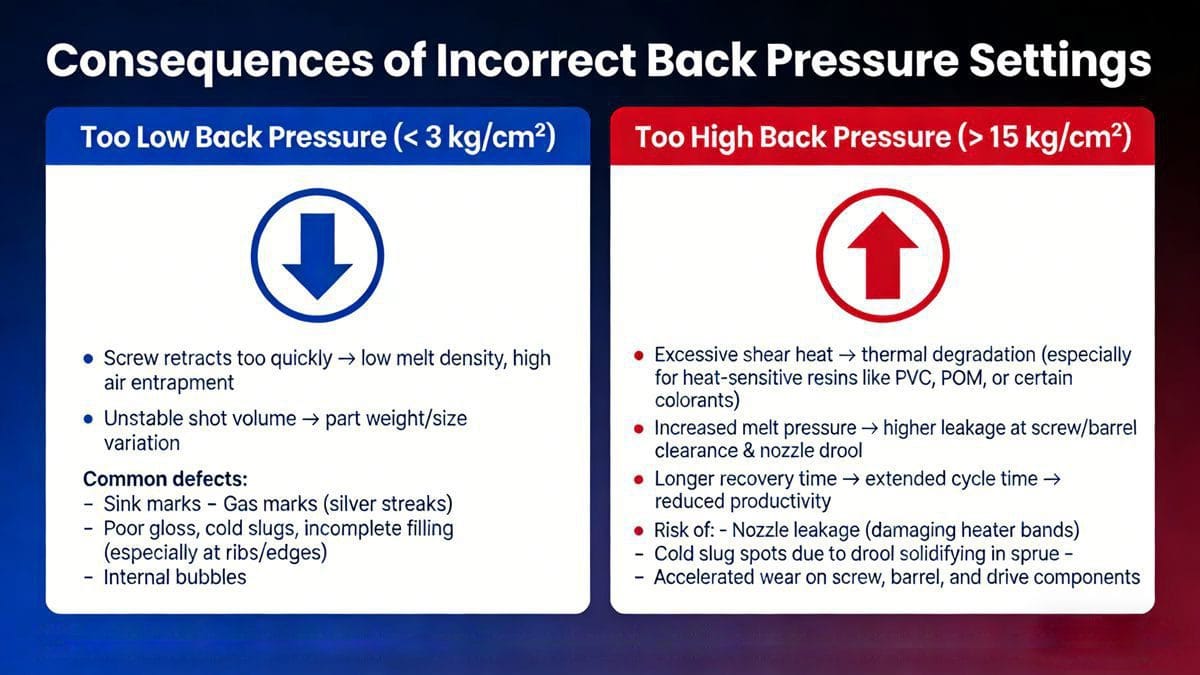
Gevolgen van onjuiste tegendrukinstellingen
Te lage tegendruk (< 3 kg/cm²)
- Schroef trekt te snel terug → lage smeltdichtheid, veel luchtinsluiting
- Onstabiel schotvolume → variatie in gewicht/grootte van onderdelen
- Veel voorkomende defecten:
- Spoelbakmerken
- Gasvlekken (zilveren strepen)
- Slechte glans, koude slakken, onvolledige vulling (vooral bij ribben/randen)
- Interne bellen
Te hoge tegendruk (> 15 kg/cm²)
- Overmatige afschuifwarmte → thermische degradatie (vooral voor hittegevoelige harsen zoals PVC, POM of bepaalde kleurstoffen)
- Verhoogde smeltdruk → hogere lekkage bij schroef/vat-speling & sproeier kwijlen
- Langere hersteltijd → langere cyclustijd → verminderde productiviteit
- Risico van:
- Lekkage van het mondstuk (beschadiging van de verwarmingsbanden)
- Koude slakkenplekken door kwijl die stolt in de sprue
- Versnelde slijtage van schroef, loop en aandrijfcomponenten
⚠️ Opmerking: Voor thermisch gevoelige materialen kan het zelfs bij een matige tegendruk (8-10 kg/cm²) nodig zijn om de smelttemperatuur nauwkeurig in de gaten te houden.
De tegendruk optimaliseren: Praktische richtlijnen
De tegendruk moet worden afgesteld op basis van:
- Type hars (bijv. PP vs. PC vs. TPU)
- Droogtoestand (vocht = meer vluchtige stoffen → heeft een hogere tegendruk nodig)
- Deelgeometrie (dunne wanden, groot oppervlak, inzetstukken)
- Kwaliteitseisen (cosmetisch vs. structureel)
Typisch bereik:
✅ 3-15 kg/cm² (≈ 0,3-1,5 MPa) voor de meeste technische kunststoffen
- Begin laag (bijv. 5 kg/cm²) en verhoog dan stapsgewijs terwijl u controleert:
- Smelttemperatuur (vermijd > de maximale verwerkingstemperatuur van het materiaal)
- Hersteltijd (mag niet meer zijn dan 60-70% van de totale cyclustijd)
- Visuele defecten (gasvlekken, kleurstrepen, verzakkingen)
Wanneer de tegendruk verhogen:
- Zichtbare gasvlekken, kleurafwijkingen, zinkvlekken3
- Grote variatie in gewicht/grootte tussen opnamen
- Slechte vulling aan de randen of ribben
Wanneer de tegendruk verlagen:
- Sproeier kwijlen of lekken
- Degradatie van het materiaal (vergeling, zwarte vlekken)
- Te lange hersteltijd
- Koudeslakken of verstopping van de looprail
Voor runs met meerdere materialen (bijv. overschakelen van ABS naar PET) moet u de tegendruk altijd opnieuw kalibreren - voor materiaalspecifieke viscositeit en thermisch gedrag zijn unieke instellingen nodig.

Laatste gedachten: Tegendruk is een fundamentele parameter
Tegendruk is veel meer dan een “fijnafstellingsknop”: het is een belangrijke hefboom om de smeltkwaliteit, de productconsistentie en de algehele procesrobuustheid te controleren. Als u deze negeert, riskeert u terugkerende defecten, uitval en inefficiëntie. Omgekeerd maakt het beheersen van tegendruk het mogelijk:
- Hogere first-pass opbrengst
- Minder behoefte aan correctie na het vormen
- Betere herhaalbaarheid tussen ploegen en machines
Investeer tijd in systematische tegendrukproeven - documenteer smelttemperaturen, hersteltijden en inspecties van onderdelen. Combineer met DOE (Ontwerp van experimenten4) voor gegevensgestuurde optimalisatie.
Pro Tip: Combineer tegendrukaanpassingen met schroefrotatiesnelheid (RPM) en vattemperatuurprofilering voor een synergetische verbetering.
Inzicht in tegendruk is cruciaal voor het optimaliseren van spuitgietprocessen en het verbeteren van de kwaliteit van spuitgietproducten. ↩
Leer meer over plastificeerdruk om uw kennis van spuitgiettechnieken en hun invloed op de productkwaliteit te vergroten. ↩
Als u de oorzaken van zinksporen begrijpt, kunt u de kwaliteit van uw spuitgietproducten verbeteren. ↩
Ontdek hoe Design of Experiments u kan helpen om spuitgietparameters systematisch te optimaliseren voor betere resultaten. ↩


