
In de afgelopen jaren heeft het spuitgieten van tweeschotsproducten (of van meerdere materialen) een hoge vlucht genomen, gedreven door de grote vraag van consumenten, en is het een belangrijke trend geworden in diverse industrieën. De toepassingen variëren van alledaagse huishoudelijke artikelen zoals handvatten voor tandenborstels, kammen, schoonmaakborstels, mesheften en scharen tot kleine huishoudelijke apparaten zoals zaklampen, haardrogers, stoomstrijkijzers en elektrische tandenborstels. Fabrikanten voegen steeds vaker een laag Thermoplastisch elastomeer (TPE)1 om productdifferentiatie, comfort en gepercipieerde waarde te verbeteren.

Functionele voordelen van TPE tweeschots spuitgieten
De integratie van TPE in het productontwerp biedt verschillende belangrijke voordelen:
- Verbeterde tactiele ervaring: Soft-touch oppervlak voor meer gebruikscomfort
- Antislipprestaties: Superieure grip en veiligheid bij het hanteren
- Slagvastheid: Verbeterde schokdemping en duurzaamheid
- Upgrade met toegevoegde waarde: Verhoogt bestaande producten, versterkt marktpositionering en premium aantrekkingskracht
Verwerkingsmethoden
1. Multi-materiaal spuitgieten (Two-Shot spuitgieten)
Het vormen van meerdere materialen wordt uitgevoerd met behulp van gespecialiseerde tweeschots spuitgieten2 machines (gewoonlijk machines met twee kleuren). Deze machines hebben meestal twee verschillende configuraties:
- Rechthoekige sproeieropstelling
- Gebalanceerde (parallelle) spuitmondopstelling
Rechthoekige tweekleurenmachines ondersteunen verschillende matrijsmechanismen, zoals draaitafels, kernrotatie, kernzinken, gate partitionering en glijdende kernen, waardoor een flexibel matrijsontwerp mogelijk is. In dit proces worden twee (of meer) materialen achtereenvolgens in verschillende holtes van dezelfde matrijs geïnjecteerd, waardoor naadloze resultaten van meerdere materialen of kleuren worden verkregen.
Belangrijkste voordelen:
- Kortere cyclustijden en hogere productiviteit in vergelijking met traditionele methoden
- Consistente productkwaliteit met lagere uitvalpercentages
- Sterkere interfaciale hechting tussen materialen
- Minder cosmetische defecten bij materiaalinterfaces
- Maakt complexe geometrieën en geïntegreerde ontwerpen mogelijk
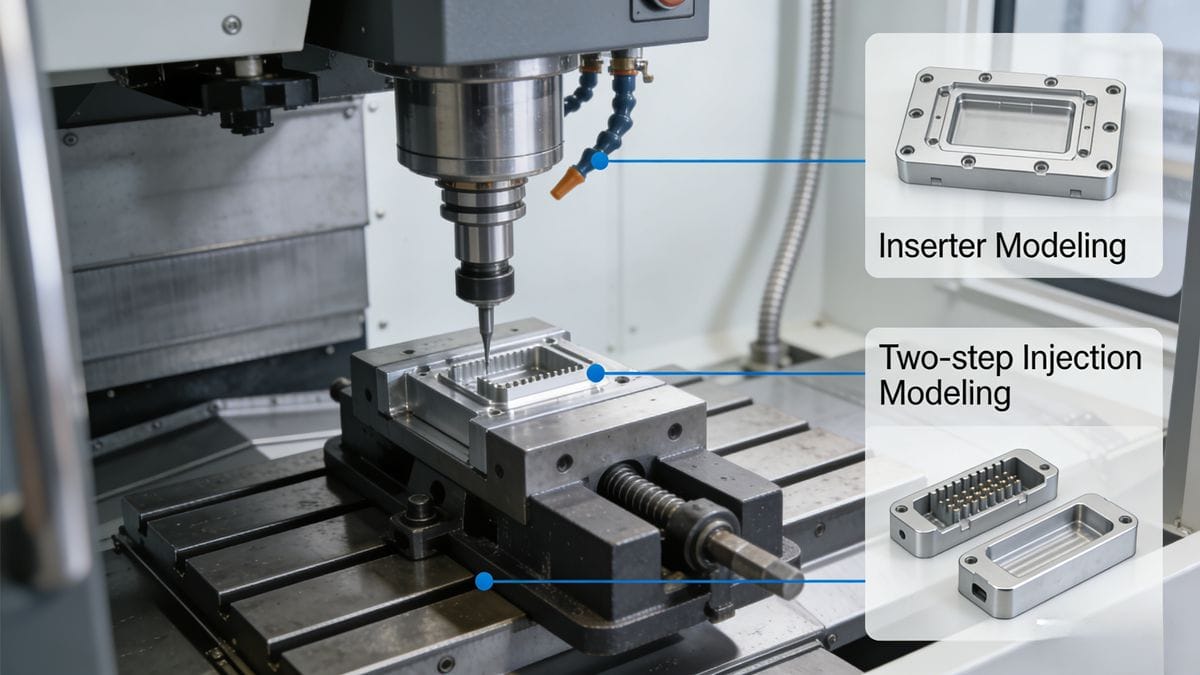
2. Tussenvoegsel Vormen (proces in twee stappen)
Inleggieten, ook bekend als de tweestapsmethode-gebruikt standaard horizontale of verticale spuitgietmachines. Er zijn twee aparte matrijzen en twee machines nodig:
- Eerst wordt een hard plastic onderdeel (het “inzetstuk”) gegoten.
- Dit voorgevormde inzetstuk wordt vervolgens in een tweede matrijs geplaatst, waar er TPE overheen wordt gegoten.
Deze aanpak wordt veel toegepast als investering in gereedschap of productieflexibiliteit een prioriteit is.
Materiaalcompatibiliteit met TPE
De keuze van het substraat (harde kunststof) varieert per toepassing:
- Producten met borstel gebruiken vaak PP (polypropyleen)
- Apparaten & elektronica vaak gebruiken ABS, PC, of PA (nylon)
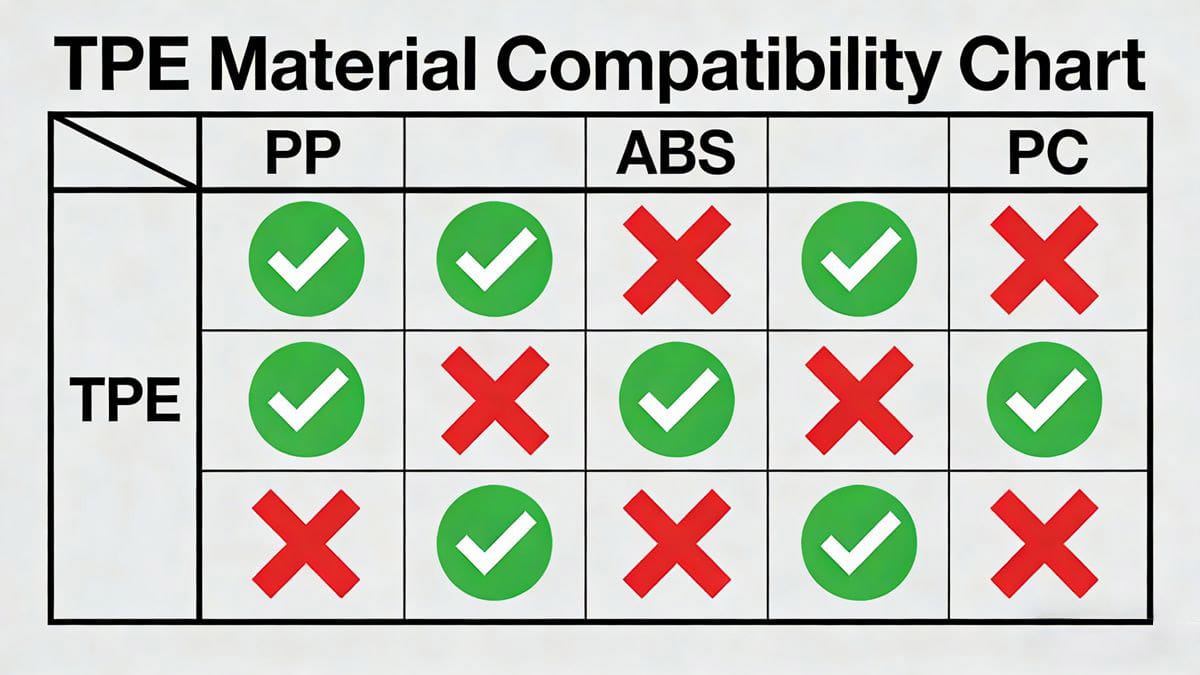
Van cruciaal belang, niet alle TPE-kwaliteiten hechten even goed aan elk hard substraat. Aangezien elke TPE-formulering unieke hechtingseigenschappen heeft, is het selecteren van de juiste TPE-kwaliteit voor een specifieke harde kunststof is essentieel voor een optimale hechtsterkte en betrouwbaarheid op lange termijn.
Veel voorkomende harde kunststoffen die compatibel zijn met TPE:
| Substraat | Voorbeelden |
|---|---|
| Polyolefinen | PP, PE |
| Styreen | BUIKSPIEREN, HEUPEN, SAN, PS |
| Technische kunststoffen | PC, ABS/PC-mengsels, PMMA (acryl) |
| Polyamiden | PA66, PA + GF (glasgevuld nylon) |
💡 Tip: Controleer altijd de compatibiliteit door hechtingstests uit te voeren (bijv. afpelsterkte, trekschuif) voordat u overgaat tot productie op volledige grootte.



