
Als u zich bezighoudt met spuitgieten - als ontwerper, fabrikant of hobbyist - is het belangrijk om drie kritieke kunststofeigenschappen te begrijpen: krimp, vloeibaarheid en kristalliniteit. Deze eigenschappen hebben een directe invloed op de kwaliteit van de spuitgietproducten, het matrijsontwerp en de productie-efficiëntie.
In deze gids zetten we elk concept in duidelijke taal uiteen, plus uitvoerbare strategieën om uw spuitgietproces te optimaliseren. Laten we erin duiken!
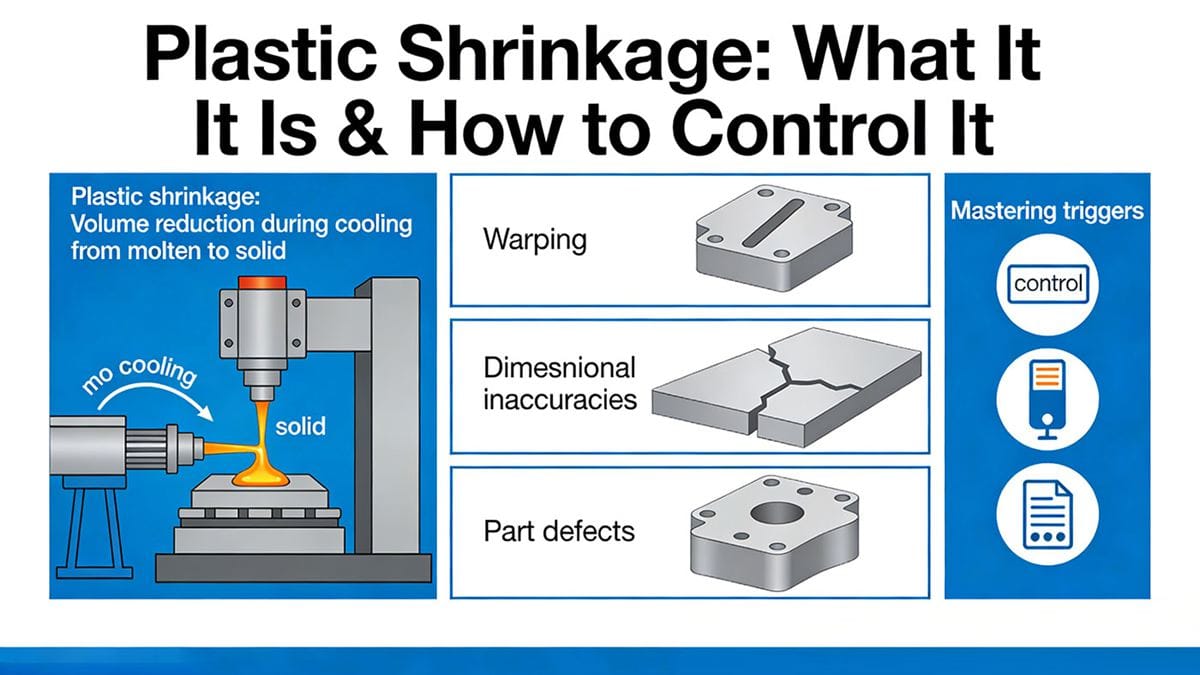
Plastic krimp: Wat het is & hoe het onder controle te houden
Kunststofkrimp is de volumevermindering van thermoplastische materialen wanneer ze tijdens het spuitgieten afkoelen van gesmolten naar vaste toestand. Ongecontroleerde krimp veroorzaakt kromtrekken, onnauwkeurigheden in de afmetingen en defecten aan onderdelen, dus het beheersen van de triggers is de sleutel tot succesvol spuitgieten.
Sleutelfactoren die van invloed zijn op kunststofkrimp bij spuitgieten
1.1 Type kunststofmateriaal
Thermoplasten hebben hogere krimpsnelheden dan thermoharders door kristallisatie, interne spanning en moleculaire oriëntatie tijdens het afkoelen. Bijvoorbeeld:
Kristallijne kunststoffen (bijv. PE, PP, PA) krimpen meer dan amorfe kunststoffen (bijv. PMMA, PC)
Krimp na het gieten (na gloeien of conditioneren met vocht) is ook significanter bij thermoplasten.
1.2 Ontwerp en geometrie van onderdelen
Wanddikte: Dikkere onderdelen koelen langzamer af en vormen een dichtere binnenlaag die meer krimpt. Streef naar een uniforme wanddikte om ongelijkmatige krimp te voorkomen.
Inzetstukken: Het aantal, de lay-out en het materiaal van de inzetstukken veranderen de stroomrichting en de krimpweerstand. Metalen inzetstukken verminderen plaatselijke krimp, maar kunnen spanningsconcentraties veroorzaken.
1.3 Poortontwerp (type, grootte, locatie)
Poorten bepalen hoe gesmolten kunststof de mal vult - en beïnvloeden zo rechtstreeks de krimp:
Grote, directe poorten minimaliseren krimp maar verhogen richtingskrimp (anisotropie)
Brede, korte poorten verminderen richtingskrimp
Gebieden dichtbij poorten of parallel aan stromingspaden krimpen meer dan verafgelegen of loodrechte secties
1.4 De procesparameters van het spuitgieten
Pas deze instellingen aan om krimp te verminderen:
Schimmeltemperatuur: Lagere matrijstemperatuur versnelt afkoeling, waardoor krimp wordt verminderd (essentieel voor kristallijne kunststoffen)
Houddruk & tijd: Hogere druk + langere wachttijd = minder krimp (maar meer richtingskrimp)
Injectiedruk: Verhoogde druk vermindert de viscositeit en het elastisch herstel, waardoor de krimp afneemt
Smelttemperatuur: Vermijd een te hoge smelttemperatuur - hogere temperaturen verhogen de krimp
1.5 Tips voor matrijsontwerp voor krimpbeheersing
Volg deze workflow voor onderdelen met hoge precisie:
Testmatrijs met initiële gating en procesparameters
Onderdeelafmetingen meten 24 uur na uitwerpen (houd rekening met krimp na het gieten)
Pas holteafmetingen aan op basis van werkelijke krimpgegevens
Verfijn de procesparameters (bijv. matrijstemperatuur, wachttijd) voor de uiteindelijke optimalisatie
Vloeibaarheid van kunststof: hoe zorgt u ervoor dat de mal goed wordt gevuld
Vloeibaarheid (of smeltstroom) beschrijft hoe gemakkelijk gesmolten kunststof door de geleiders, poorten en holtes van de matrijs stroomt. Een slechte vloeibaarheid leidt tot onvolledig vullen, lasnaden en brandplekken, terwijl een te hoge vloeibaarheid vlamvorming kan veroorzaken.
Hoe de stroombaarheid van kunststof meten
Belangrijke meetgegevens om de stroombaarheid te evalueren:
Smeltindex (MFI/MFR): Hogere waarden = betere vloeiing
Archimedesche Spiraalvormige Doorstroomlengte: Langere doorstroom = betere doorstroombaarheid
Doorstroomverhouding (doorstroomlengte ÷ wanddikte): Ideale verhouding = 150-200 voor de meeste kunststoffen
Schijnbare viscositeit: Lagere viscositeit = beter vloeien
Gangbare kunststoffen gerangschikt volgens vloeibaarheid (spuitgieten)
| Vloeibaarheidsklasse | Kunststof | Beste voor |
|---|---|---|
| Goed | PA, PE, PS, PP, CA, Poly(4-methyl-1-penteen) | Dunwandige onderdelen, complexe geometrieën |
| Medium | ABS, AS, PMMA, POM, PPO | Onderdelen voor algemeen gebruik met een gemiddelde complexiteit |
| Slecht | PC, Hard PVC, PSU, PAS, Fluoroplastics | Dikwandige onderdelen, eenvoudige vormen |
Factoren die de doorstroombaarheid verbeteren of verminderen
2.1 Temperatuur
Temperatuurgevoelige kunststoffen (PS, PP, PA, ABS, PC): Verhoog de smelttemperatuur om de vloei te stimuleren
Temperatuursgevoelige kunststoffen (PE, POM): Temperatuurveranderingen hebben minimaal effect - concentreer u in plaats daarvan op druk
2.2 Inspuitdruk
Hogere druk verhoogt de schuifspanning, waardoor de vloei verbetert (essentieel voor kunststoffen met een lage vloei zoals PE en POM)
Vermijd overdruk, die vlammen en spanningsstrepen veroorzaakt
2.3 Matrijsontwerp voor optimale stroming
Gebruik een gestroomlijnd afsluitsysteem (korte, brede lopers)
Zorg voor gladde holteoppervlakken (verminder de stromingsweerstand)
Zorg voor een goede ontluchting (voorkomt luchtvallen die de doorstroming blokkeren)
Ontwerp uniforme koelsystemen (vermijdt koude plekken die de smelt dikker maken)

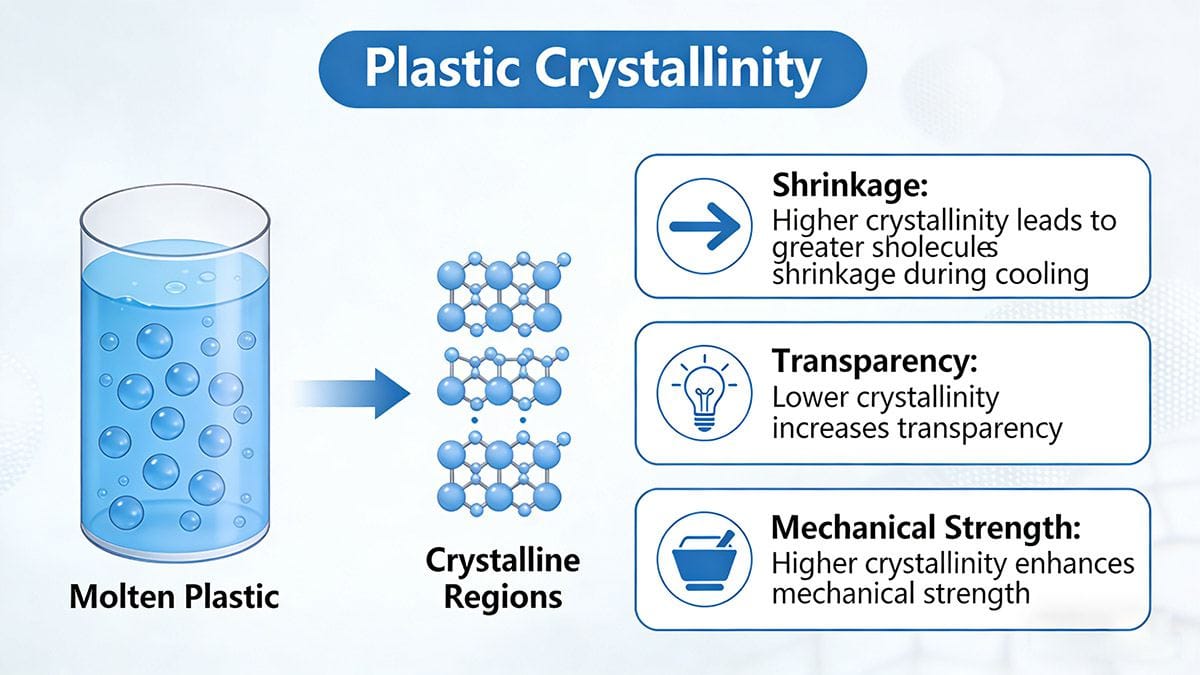
Kristalliniteit van kunststof: Wat het betekent voor het spuitgieten
Kristalliniteit verwijst naar de mate waarin polymeermoleculen zich ordenen in geordende, zich herhalende structuren wanneer gesmolten kunststof afkoelt. Deze eigenschap beïnvloedt krimp, transparantie en mechanische sterkte.
Kristallijne vs. Amorfe Kunststoffen: Belangrijkste verschillen
| Eigendom | Kristallijne kunststoffen | Amorfe kunststoffen |
|---|---|---|
| Structuur | Geordende moleculaire rangschikking | Ongeordende moleculaire rangschikking |
| Transparantie | Ondoorzichtig/doorschijnend (bijv. POM, PE) | Transparant (bijv. PMMA, PC) |
| Krimp | Hoger (5-15%) | Lager (0,5-3%) |
| Smeltpunt | Scherp (specifieke temperatuur) | Geleidelijke verzachting |
| Slagsterkte | Beter bij lage temperaturen | Minder consistent |
| Uitzonderingen | Poly(4-methyl-1-penteen) (kristallijn + transparant) | ABS (amorf + ondoorzichtig) |
Praktische implicaties voor spuitgieten
Kristallijne kunststoffen (PE, PP, PA, POM):
Vereisen meer warmte om te smelten (gebruik machines met een hoge weekmakercapaciteit)
Gecontroleerde koeling nodig (uniforme matrijstemperatuur voorkomt ongelijkmatige kristallisatie)
Hogere krimp = matrijsafmetingen en houddruk overeenkomstig aanpassen
Amorfe kunststoffen (PMMA, PC, ABS):
Lagere krimp = eenvoudiger om maatnauwkeurigheid te bereiken
Sneller koelen = kortere cyclustijden
Meer vatbaar voor spanningsstrepen = vermijd snelle afkoeling of overdruk
Laatste tips voor succesvol spuitgieten
- Controleer altijd het gegevensblad van het materiaal voor krimpsnelheden, stroombaarheidsgegevens en kristalliniteitsgegevens.
- Test eerst kleine batches om procesparameters te optimaliseren (matrijstemperatuur, druk, koeltijd)
- Gebruik voor complexe onderdelen simulatiesoftware om krimp- en vloeiproblemen te voorspellen voordat u gaat gieten
- Stem het matrijsontwerp af op de kunststofeigenschappen: bijv. bredere poorten voor kunststoffen met een lage doorstroming, uniforme wanden voor kristallijne kunststoffen
Door deze drie kerneigenschappen onder de knie te krijgen, vermindert u defecten, verbetert u de kwaliteit van kunststofonderdelen en stroomlijnt u uw spuitgietproces.


