
Dealing with shrinkage in plastic parts—whether it's surface sink marks or internal voids—is a persistent challenge in injection molding. These defects occur when molten plastic fails to adequately compensate for volume reduction during the cooling of thick sections.
Often, standard solutions like increasing pressure, enlarging the gate, or extending injection time simply fail to solve the problem. This is particularly true for materials like 폴리카보네이트(PC)1, which cools rapidly and is prone to voids, and 폴리프로필렌(PP)2, which struggles with both sink marks and voids.
When facing severe shrinkage in thick-walled parts, "unconventional" techniques are required. Below, we share a proven methodology to tackle this difficult issue, followed by a modern solution: Gas Assist Injection Molding.
Part 1: Unconventional Process Techniques
To solve shrinkage, we must manipulate the cooling and ejection process. The goal is to manage the temperature differential between the part's core and its surface.
1. The "Hot Ejection" Strategy
If the part does not deform upon ejection, shorten the cooling time to eject the part while it is still hot.
- Why it works: When the part is ejected early, the outer skin is still soft and not fully hardened. The temperature difference between the inside and outside is minimized.
- The Result: This promotes overall uniform shrinkage rather than concentrated internal shrinkage. Since the total volume contraction is constant, spreading it out reduces the severity of internal voids and surface sink marks.
2. Managing Surface Sink Marks (Post-Ejection)
Once the part is ejected hot, the strategy diverges depending on the defect:
- The Cause: Sink marks often occur because the mold surface warms up, reducing cooling efficiency. The soft surface (common in PP) is sucked inward by the vacuum created by internal voids and atmospheric pressure.
- The Fix: After early ejection, the part requires immediate external cooling to harden the surface skin, preventing it from collapsing.
- Severe Cases: If sink marks persist, use a "shock cooling" (ice water) method immediately after ejection. This rapidly hardens the surface. Note: Internal voids may still exist, but surface quality will improve significantly.
3. Mold Temperature Control
Temperature management is critical and depends on the defect you are prioritizing:
- For Voids (Internal Shrinkage): Low mold temperatures make voids worse. Use mold temperature control3lers (oil/water) rather than chillers. For PC, raising the mold temp to 100°C can significantly improve void reduction.
- For Sink Marks (Surface): Conversely, do not raise the mold temperature. Lowering it helps solidify the skin faster.
4. The "Last Resort": Additives
If process adjustments aren't enough, adding a small amount of anti-shrinkage agent is an effective, albeit costly, solution.
참고: This method cannot be used for transparent parts (like clear PC) as it affects clarity.
Quick Reference: Process Adjustments by Defect
| Parameter | Target: Reducing Internal Voids | Target: Reducing Surface Sink Marks |
|---|---|---|
| 냉각 시간 | Shorten (Eject Hot) | Shorten, then shock cool externally |
| Mold Temp | Increase (e.g., 100°C for PC) | Decrease (to harden surface) |
| Cooling Medium | Mold Temperature Controller (Oil/Water) | Chilled Water / Ice Water |
| Material Behavior | PC is prone to Voids | PP is prone to Sink Marks |

Part 2: The Ultimate Solution - Gas Assist Injection Molding4
If thick-walled parts still show sink marks, or if you are molding uneven wall thicknesses (biased walls), traditional methods may hit a limit. The definitive solution is Gas Assist Injection Molding (GAIM).
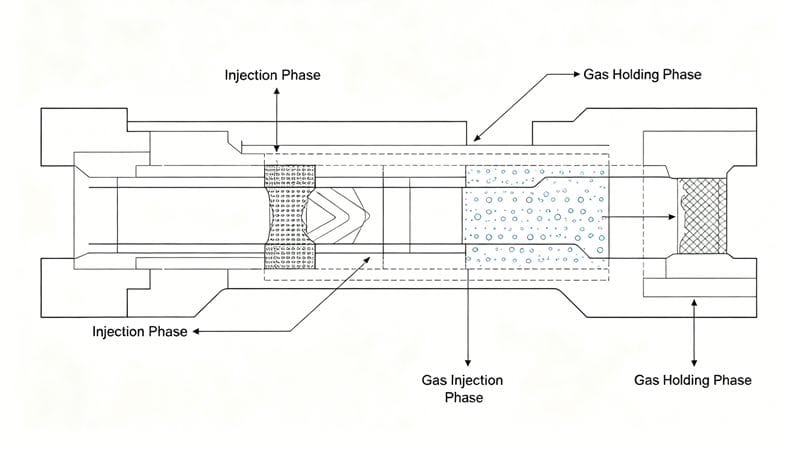
What is Gas Assist?
GAIM involves injecting high-pressure gas (usually Nitrogen) into the thick sections of the mold after the initial plastic injection. This creates a hollow cross-section inside the part.
Why It Solves Shrinkage
- Hollow Core: By hollowing out the thick center, there is less material to shrink.
- Gas Holding Pressure: The gas acts as a uniform holding pressure, pushing the plastic against the mold walls until it solidifies.
- Zero Sink Marks: Because the internal shrinkage is replaced by a hollow air channel, surface sink marks are completely eliminated.
Key Applications
- Tube-shaped parts.
- Thick-walled or uneven wall thickness parts.
- Large, flat structural parts (TV housings, automotive components).
Benefits of Gas Assist Molding
| Benefit | Impact |
|---|---|
| Weight Reduction | Saves up to 40% material cost. |
| Cycle Time | Reduced by up to 30% (faster cooling). |
| 사출 압력 | Reduced by up to 60% (allows smaller machines). |
| Part Quality | Low residual stress, minimal warpage, high strength. |
| Design Freedom | Allows for structural ribs and bosses without sink marks. |
Exploring PC's properties can enhance your material selection for better molding outcomes. ↩
Learning about PP's challenges can help you optimize your molding techniques. ↩
Effective mold temperature control is key to reducing defects in molded parts. ↩
Discovering GAIM can revolutionize your approach to molding thick-walled parts. ↩



