射出成形金型の構造
射出成形用金型は、主に次の2つの部分から構成される。 動く金型 (射出成形機の可動プラテンに接続)と 固定型 (固定プラテンに接続されている)。の間 射出成形プロセス1, サイクルが完了すると金型が開き、可動部と固定部が分離してプラスチック部品が排出されます。サイクルが完了すると、金型が開き、可動部と固定部が分離してプラスチック部品が排出されます。.
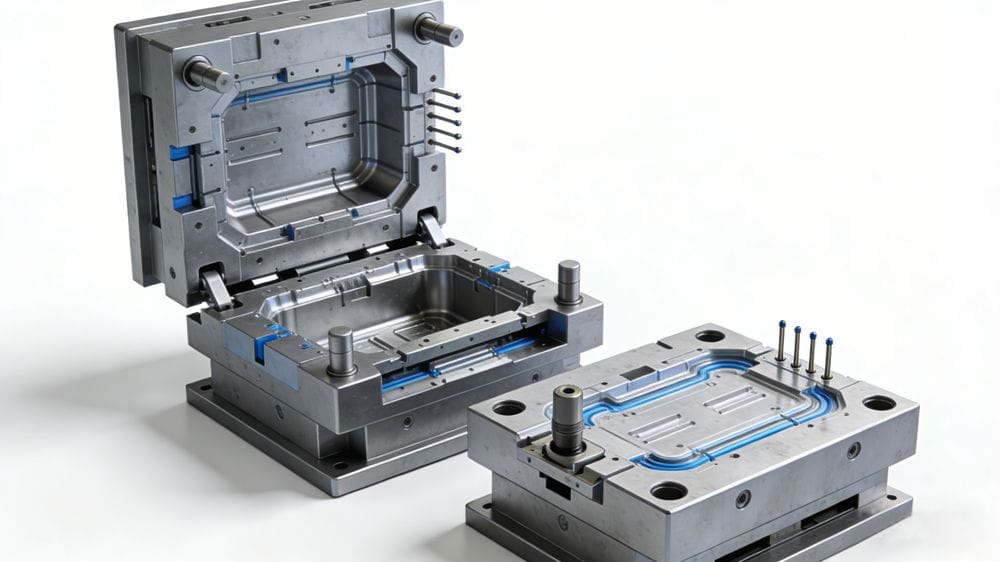
金型の構造は、プラスチック材料、部品の形状、機械の種類によって大きく異なりますが、基本的な構造は一貫しています。標準的な金型は4つの主要システムから構成されている:
- ゲートシステム: プラスチック溶融物の流路。.
- 温度制御システム: 冷却または加熱チャンネル。.
- 成形部品: 部品の形状を決める部品(キャビティとコア)。.
- 構造部品: ガイドピン、エジェクションシステム、サポートプレート。.
注: ゲートシステムと成形部品は、プラスチックと直接接触する。そのため、最も複雑な部品であり、最高の精度と表面仕上げが要求されます。.
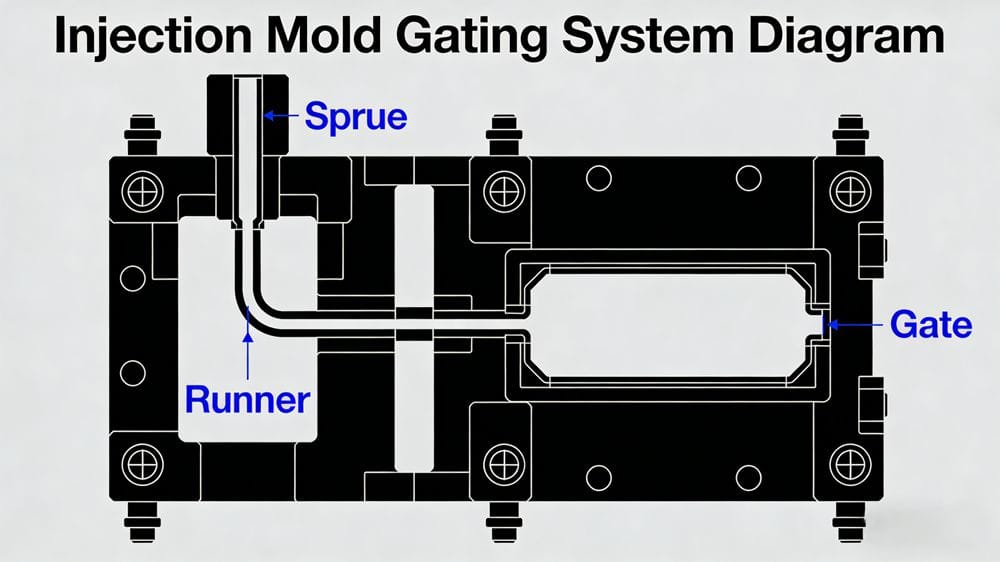
1.ゲートシステム
ランナーシステムとも呼ばれるゲーティングシステムは、射出成形機のノズルから金型キャビティに溶融プラスチックを導く流路のネットワークです。その設計は、品質と生産効率に直接影響します。.
スプルー スプルーは、射出成形機のノズルとランナーまたはキャビティをつなぐ主要な流路である。.
- デザイン: ノズルを適切に固定するため、スプルー上部は凹んでいる。.
- 寸法: 注入口の直径は、オーバーフローや詰まりを防ぐため、ノズルの直径よりわずかに大きくする必要があります(通常約0.8mm)。標準的な直径は4mmから8mmです。.
- テーパー: スプルーは通常、スプループラーの取り外しを容易にするため、3°から5°の角度で内側にテーパーしている。.
冷たいナメクジの井戸 スプルーの先端にある小さな空洞は、ショットとショットの間にノズルの先端に形成される固化プラスチック「コールドスラッグ」を捕獲するために設計されている。.
- 機能: この冷たい材料がキャビティに入り込むと、内部応力や表面欠陥の原因となる。.
- 退場: 底部には、型開きの際に固化したスプルを引き抜くための、先端がジグザグまたは鉤状のエジェクターピン(Zピン)が付いていることが多い。.
ランナー マルチキャビティ金型では、ランナーがスプルーと個々のキャビティをつなぐ。.
- バランスだ: ランナーは、溶融物がすべてのキャビティに同じ速度で充填されるよう、対称的かつ均等に配置されるべきである。.
- 断面図: 円形断面は最も流動抵抗が小さいが、機械加工が難しい(両金型のアライメントが必要)。そのため, 台形 または 半円形 断面が一般的である。.
- 表面仕上げ: 流動抵抗を減らして充填速度を上げるには、ランナー表面を研磨しなければならない。.
ゲート ゲートは、ランナーとキャビティをつなぐ最後の、最も小さな開口部である。.
- 機能: 流速を制御し、(急冷することで)逆流を防ぎ、せん断熱を発生させて粘度を下げる。重要なのは、ランナーシステムから部品を簡単に分離できることです。.
- デザイン: ゲートは通常、長方形か円形である。断面が小さく、長さが短いものが望ましい。.
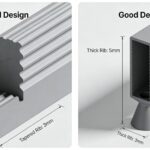
- 配置だ: ゲートは通常、適切な梱包を確実にするため、製品の最も厚い部分に、美観に影響を与えないように配置される。.
ヒント ゲートを設計する際には、プラスチック溶融物の粘度を考慮する。充填に問題が発生した場合、後で拡大することが容易であるため、一般的に小さいゲートが好まれる。.
2.温度制御システム
射出成形プロセスの厳しい要件を満たすために 温度制御システム2 が不可欠である。熱可塑性プラスチックの場合、これは主に 冷却システム.
- 冷却チャンネル: 最も一般的な方法は、金型全体に水路を掘削することである。冷却水を循環させることで金型から熱を取り出し、プラスチック部品を固化させる。.
- 暖房: 場合によっては、特定のエンジニアリング・プラスチックの金型温度を高く保つために、温水、蒸気、電気加熱棒が設置される。.
3.成形部品
について 成形部品3 は金型の「心臓部」であり、最終製品の形状を決定する。.
- 虫歯: 製品の外形を形成する。.
- 核心: 内部形状(穴や溝など)を形成する。.
設計上の考慮事項
- 素材の選択: これらの部品は高い射出圧力に耐えなければならない。通常、硬化した耐腐食性鋼で作られている。.
- 表面仕上げ: 部品が簡単に外れ、見栄えが良くなるように、プラスチックと接触する表面には通常、以下の表面粗さが要求される。 Ra > 0.32µm.
ヴェント 溶けたプラスチックがキャビティを満たすと、空気が抜けます。この空気が逃げられないと、エアポケット、ショートショット、焼け跡(ダイセリン)などの欠陥が発生する。.
- 場所 ベントは流路の終端またはパーティング面に設置される。.
- 寸法: パーティング面には、浅い溝があり、通常 深さ0.03~0.2mm そして 幅1.5~6mm.
- 安全だ: 溶融プラスチックが誤って噴霧されるのを防ぐため、ベントの位置は決してオペレーターの方を向いてはならない。.
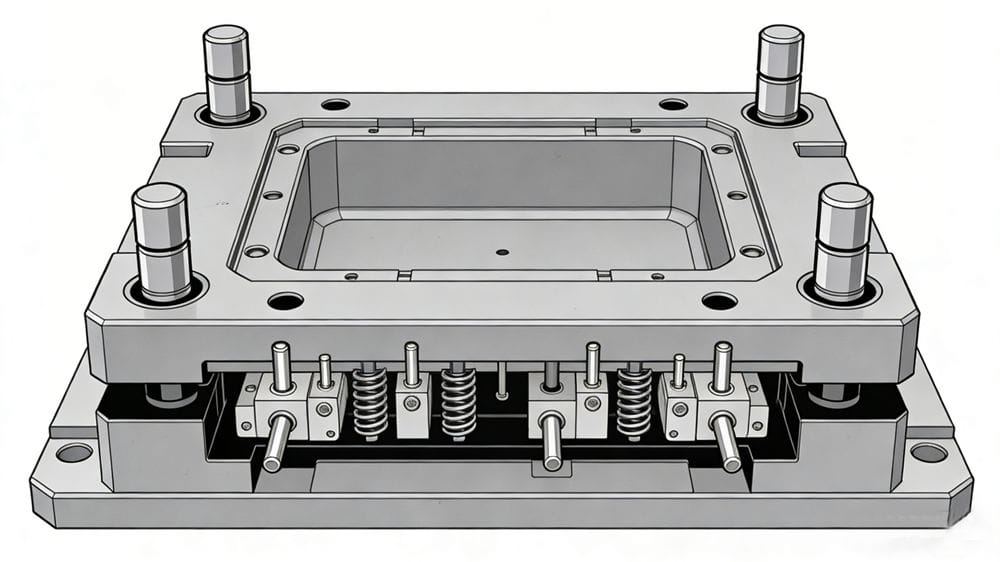
4.構造部品
これらの部品は、金型の機械的な骨組みと機能を提供する。.
ガイディング・メカニズム 確実に移動し 固定型4クロージング時には、ガイド部品が必須となる。.
- コンポーネント: 通常、以下の4セットで構成される。 ガイドピン そして ブッシング.
- 補助ロック: 正確なロッキングのために、内外にテーパーが付けられることもある。.
排出システム この機構により、完成部品とランナーシステムが金型から押し出される。.
- コンポーネント: エジェクタープレート、エジェクターピン、エジェクターピンが含まれる。 リターンピン (金型が閉じるとエジェクタープレートが元の位置に押し戻される)。.
サイドアクション(芯抜き)機構 横穴やアンダーカットのある部品は、まっすぐ排出できません。.
- 機能: サイドアクション機構(多くの場合、アングルピンや油圧シリンダーを使用)が、メイン射出が行われる前にサイドコアを外側に引っ張る。.