PAS方式で読者の注意を引く最初の段落(30字以内)。 PSU製品の射出成形には独特の課題があります。これらの課題を理解することは、業界標準を満たす高品質で耐久性のある製品を確保するために不可欠です。.
この段落は読者にとって有益なものでなければならず、後でGoogleのFeatured Snippetsに対抗するために使用されます。(最大50ワード) ポリウレタンのPSU製品を射出成形する際には、加工条件、設備要件、製品と金型の設計、工程パラメータ、重要な後工程などの要因を考慮し、問題を防止して製品の品質を向上させます。.

移行パラグラフ これらの考慮事項は、圧倒的に見えるかもしれませんが、あなたを落胆させないでください。射出成形プロジェクトを成功に導くためには、正しい実践に集中し、これらの重要なポイントを心に留めておく必要があります。.
PSUの具体的な加工特性は?
PAS戦略を使って読者の注意を引く最初の段落(30字以内)。 PSUの加工特性を理解することは、効果的な射出成形を行う上で極めて重要である。これらの要因を把握しないと、製品の欠陥やコストのかかるミスにつながる可能性がある。.
2つ目の段落は、見出しで投げかけられた質問に答えるもので、後にGoogleの注目スニペットで競うために使われる段落です。(50文字以内) PSUは明確な融点を持たない非結晶性ポリマーで、高い熱安定性と190℃のガラス転移温度(Tg)を示す。これは成形温度に影響し、最適な結果を得るためには280℃を超える必要がある。.

パラグラフをもっと深く PSUはアモルファスという特殊な性質を持っているため、射出成形工程では厳しい管理が要求されます。その重要な点を説明しよう:
- 熱安定性:Tgが190℃のPSUは高温でも安定しているが、品質を維持するためには280℃以上の温度で処理する必要がある。.
- 粘度感度:その粘度は温度変化に非常に敏感である。例えば、330℃を超えると、さらに30℃上昇するごとに50%粘度が劇的に低下する。この感受性の高さから、加工時の温度管理には注意が必要である。.
- フロー特性:PSUの流動性はニュートン流体に似ていますが、粘度が高いため、金型への充填に課題があります。その結果、適切な射出速度を維持することは、金型充填効率を制限するメルトフラクチャーなどの欠陥を避けるために非常に重要です。.
- 水分感受性:PSUは吸水性が低いが、わずかな水分でも加工中に劣化する可能性がある。従って、PSUの劣化を防ぐには、成形前の適切な乾燥が不可欠である。.
- 冷却レート:PSUは分子構造が硬いため冷却速度が速く、成形工程で適切に管理されないと内部応力につながる。.
これらの特性を理解することで、成形プロセスを最適化し、生産における潜在的な課題を軽減することができる。.
射出成形用PSUの要件は何ですか?
PAS戦略を使って読者の注意を引く最初の段落(最大30字)。 PSU射出成形を成功させるには、適切な装置と設定を選択することが不可欠です。これらの要件を無視すると、粗悪な製品や非効率な生産につながる可能性があります。.
2つ目の段落は、見出しで投げかけられた質問に答えるもので、後にGoogleの注目スニペットを競うために使われる段落です。(最大50ワード) PSUを効果的に処理するには、精密で耐摩耗性のあるスクリューとバレルのアセンブリーを選択する。これにより、射出工程での最適な溶融と均一な材料フローが保証され、これは高品質の生産に不可欠です。.

さらに深く パラグラフ PSU射出成形のための設備を選択するとき、スムーズな操作と高品質の製品を確保するために、いくつかの要素を考慮する必要があります:
スクリューデザイン:PSUの処理には、低圧縮比(14~20:1)の完全ねじ込み式シングルスクリューが理想的です。この設定は、材料の高粘度特性を管理するのに役立ちます。.
温度管理:必要な溶融品質と流動特性を達成するためには、特にバレル内で400℃前後に達する必要がある。.
射出圧力:PSUは粘度が高いため、射出圧力は通常100MPaを超え、140MPaに達することもあります。十分な高圧力は、材料が金型に完全かつ均一に充填されることを保証します。.
射出速度:射出速度が速いと有利に思えるかもしれないが、PSUの溶融破壊につながる可能性がある。特に肉厚の厚い部品では、低速の方が効果的な場合が多い。.
冷却システム:PSUは、成形部品の歪みや内部応力を最小限に抑えるために特定の冷却速度を必要とするため、堅牢な冷却システムが重要です。.
これらの要件を重視することで、メーカーは高品質な製品を実現しながら、成形品の効率と効果を高めることができる。.
PSU製品や金型の設計で考慮すべき点は何ですか?
PAS戦略を使って読者の注意を引く最初の段落(30字以内)。 PSU用の金型や製品の設計には慎重な配慮が必要です。これらのガイドラインを無視すると、不良品が発生したり、手戻りや無駄による生産コストの増加を招いたりする可能性がある。.
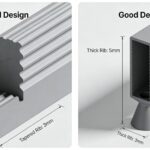
2つ目の段落は、見出しで投げかけられた質問に答えるもので、後にGoogleの注目スニペットを競うために使われる段落です。(50文字以内) PSU製品の主な設計上の考慮事項には、適切な肉厚(最小1.5mm)を確保すること、応力集中を軽減するためにエッジに丸みを持たせること、製品の品質を向上させ、製造中の欠陥を最小限に抑えるために金型表面の仕上げを滑らかに保つことなどがあります。.

より深く掘り下げる パラグラフ 金型とPSU製品の設計は、成形を成功させるために不可欠です。ここでは、考慮すべき重要な要素をいくつか紹介します:
壁厚:PSUの貧弱な流動特性を考慮すると、肉厚は1.5mmを下回ってはならず、ほとんどの設計では2mm以上が望ましい。この厚さは、流動に関連した欠陥のリスクを軽減するのに役立つ。.
コーナー半径:鋭角のコーナーや角は、金型に応力を集中させ、最終製品の弱点につながります。したがって、丸みを帯びた移行部を使用することは、材料の完全性を維持するために不可欠です。.
ドラフト角度:金型から部品を取り出しやすく、破損のリスクを最小限に抑えるため、抜き勾配は3°~5°を推奨する。.
金型流路:設計流路は短く、幅が広く、直径は部品の厚みの半分以上であるべきである。こうすることで、融液が流れやすくなり、金型に効率よく充填されるとともに、フリーズオフのリスクを低減できる。.
表面仕上げ:より滑らかな金型表面(Ra 0.4以上)は、より良い材料フローを促進しながら、最終製品で明るく洗練された仕上げを達成するために不可欠です。.
これらの設計要素を考慮することで、メーカーはPSU製品が性能基準と美観の両方を満たすことをより確実にすることができます。.
結論
PSU製品の射出成形では、高品質の結果を得るために、加工条件、設備、設計に細心の注意を払う必要があります。.