

Warpage deformation refers to the geometric distortion of an injection-molded part1, causing it to twist or bend away from its required shape precision. It remains one of the most stubborn and difficult defects to resolve in mold design and production.
With the rapid evolution of the electronics industry—think laptops, palmtop computers, and slim smartphone cases—the tolerance for visual and structural defects is shrinking. Warpage is now a critical metric for product quality. Therefore, predicting and mitigating these causes during the design phase is essential for achieving high-precision manufacturing.
Here is a detailed analysis of the 6 key factors influencing warpage in thin-wall injection molding.
1. Root Causes of Warpage Deformation
Fundamentally, warpage is caused by uneven stress and shrinkage2 during the injection process. However, several specific variables contribute to this imbalance:
- Uneven Mold Temperature: Leads to inconsistent internal temperatures within the part.
- Wall Thickness Variation: Differences in thickness cause uneven cooling rates and shrinkage.
- Pressure & Cooling Differentials: Variations in condensation pressure and cooling speed across the part's thickness.
- Ejection Issues: Ejecting the part while it is too hot or applying uneven ejection force.
- Part Geometry: Asymmetrical or bent shapes are naturally prone to warping.
- Mold Precision: Poor positioning or reliability in the mold structure.
- Gate Positioning: Improper gate location leads to directional shrinkage.
- Molecular Orientation: Differences in molecular chain orientation between the flow direction and the vertical direction result in different shrinkage rates.
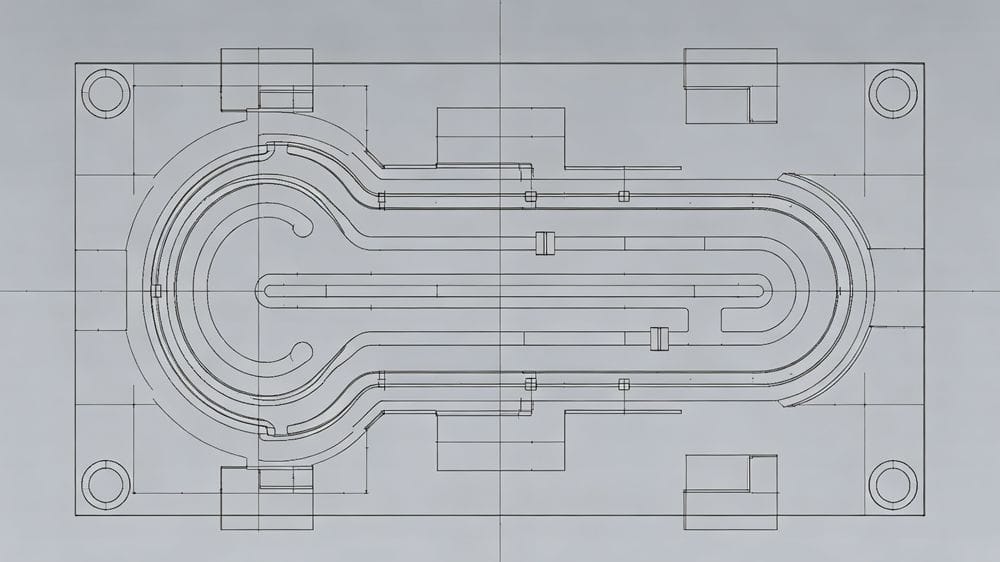
2. The Impact of Mold Structure
The physical design of the mold is the foundation of part quality. Three major systems play a pivotal role:
A. Gate Design (The Gating System)
The gate is the entry point for the molten plastic. Its location, type, and quantity dictate the flow state, solidification, and internal stress.
- Flow Distance: The gate should be positioned to minimize flow distance. Longer flows increase the difference between the frozen layer and the core flow, leading to higher internal stress and warpage.
- Gate Quantity: For precision thin-wall parts, a single gate (like a direct or side gate) can cause significant twisting due to radial vs. circumferential shrinkage differences.
- Optimization: Using multiple point gates or film gates can effectively prevent warpage by shortening the flow ratio ($L/t$). This ensures more uniform density and reduces molecular orientation.
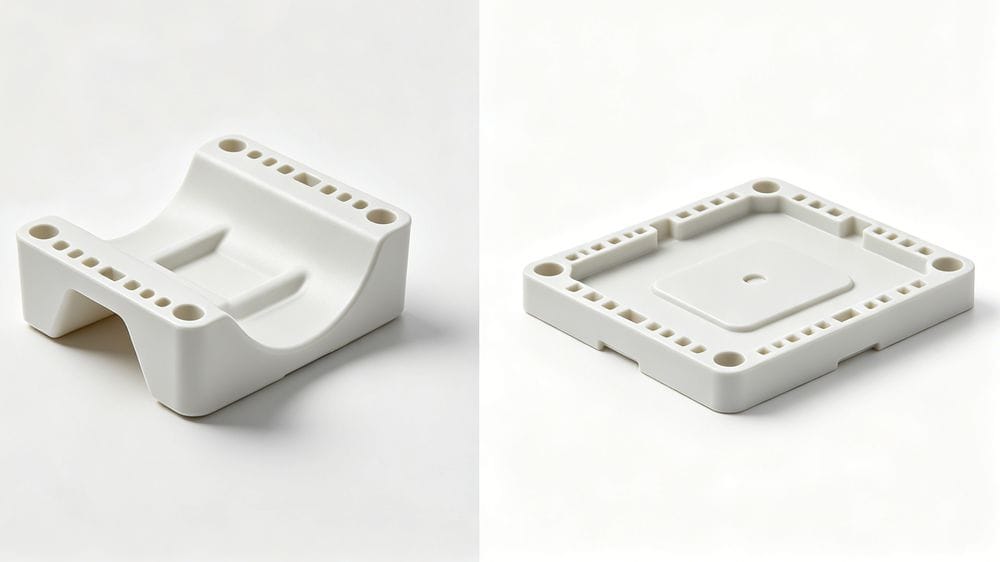
Case Study: In a test with a flat, box-shaped part (1450g, 15% Glass Fiber Reinforced PA66), a design with 5-4 point gates yielded the best results. Conversely, a design with 9-8 point gates resulted in warpage exceeding design requirements by 3.6~5.2mm.
B. Cooling System Design
Uneven cooling creates a bending moment that forces the part to warp.
- Temperature Balance: For precision flat parts, the temperature difference between the cavity and core should ideally not exceed 5°~8°C.
- Uniformity: Cooling channels must be arranged to ensure consistent heat removal.
- Layout Strategy: Use a "dense vs. sparse" arrangement. Place cooling holes closer together in high-heat areas and further apart in cooler areas to maintain a uniform cooling rate.
C. Ejection Mechanism Design
If the ejection system is unbalanced, it applies uneven force to the part, causing deformation before it has fully solidified.
- バランスだ: The ejection force must balance the demolding resistance.
- Area: Ejector pins should have a sufficient surface area to prevent high localized stress.
- 配置だ: Place ejector pins near areas with high demolding resistance (e.g., deep ribs).
- Combined Methods: For large, deep-cavity thin-wall parts, combining mechanical ejection with pneumatic (air) or hydraulic ejection is often more effective than mechanical force alone.
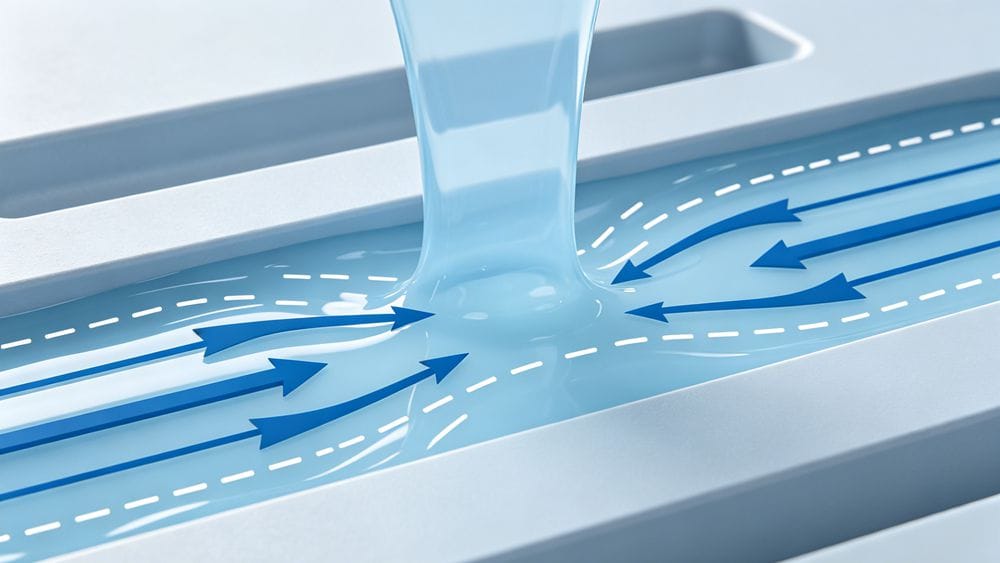
3. Filling, Cooling, and Warpage
The interaction between temperature, pressure, and speed during the filling phase is critical.
High pressure and flow rates generate high shear stress. This causes the polymer molecules to orient themselves in the direction of the flow, creating internal stress. When the part cools, this stress is released as warpage.
Key Takeaway: Strictly controlling injection parameters3 to minimize shear stress is vital for reducing deformation.
4. Shrinkage Characteristics
It is important to understand that shrinkage itself is not the enemy—uneven shrinkage is.
- Anisotropy: In injection molding, plastic shrinks more in the direction of the flow than perpendicular to it.
- Material Type: Crystalline plastics (like PA, PP, POM) generally have much higher shrinkage rates and a greater tendency to warp compared to amorphous plastics (like ABS, PC, PS).
5. Residual Thermal Stress
Residual thermal stress is a complex factor often invisible until the part is ejected. Modern mold design relies heavily on CAE (Computer-Aided Engineering) software to simulate and predict these stresses before cutting steel.
6. Summary & Comparison
To summarize, minimizing warpage requires a holistic approach involving mold structure, material selection, and process control.
Below is a comparison of how different factors influence the final part quality:
| Factor | Primary Influence on Warpage | Optimization Strategy |
|---|---|---|
| Gate Design | Determines flow length and molecular orientation. | Use multiple gates or film gates to balance flow. |
| 冷却システム | Controls the rate of solidification. | Ensure uniform temperature (diff < 5-8°C). |
| 素材 | Crystalline vs. Amorphous shrinkage rates. | Select materials with lower shrinkage or add fillers. |
| Process Params | Injection speed and pressure affect shear stress. | Optimize injection speed to reduce orientation. |
Explore this resource to learn effective strategies for optimizing injection-molded part design and minimizing defects. ↩
Explore how these factors contribute to defects in molded parts and ways to mitigate them. ↩
Exploring this resource will provide insights into optimizing injection parameters, crucial for minimizing warpage and enhancing part quality. ↩


