
Long Glass Fiber Reinforced PP Injection Molding: Process, Equipment & Cost Guide
Long Glass Fiber Reinforced Polypropylene (LFT-PP) has become a cornerstone in modern automotive engineering. Thanks to its low density, cost-effectiveness, and recyclability, LFT-PP is increasingly replacing traditional engineering plastics and metals in components like instrument panels, front-end modules, and underbody shields.
However, achieving the required elastic modulus and impact strength depends heavily on the manufacturing process. This guide explores the two primary methods for producing LFT-PP parts: Traditional Injection Molding et Inline Compounding (IMC), helping you choose the right approach for your production needs.
For a full overview of long fiber thermoplastic molding fundamentals, check our complete LFT Injection Molding Ultimate Guide.
LFT-PP Injection Molding vs. GMT Compression Molding
Historically, Glass Mat Thermoplastic (GMT) compression molding was the standard for producing parts with excellent isotropic mechanical properties. However, GMT requires complex manufacturing, resulting in high semi-finished material costs. Furthermore, GMT parts often require secondary operations (like stamping) to create openings, generating waste and driving up total costs.
Today, direct injection molding of LFT-PP pellets or inline compounding offers a more streamlined alternative. While GMT provides excellent strength due to its uniform needle-punched mat structure, modern injection molding can achieve comparable results by strategically designing for fiber orientation to manage stress.
The Science of Fiber Length: Why It Matters
The mechanical performance of fiber-reinforced composites relies heavily on the bond between the fiber and the matrix. To fully utilize the fiber's strength, the actual fiber length must exceed the Critical Fiber Length ($L_c$).
For glass/PP composites, literature values for $L_c$ range from 1.3 mm to 3.1 mm. With specialized coupling agents, this can be reduced to around 0.9 mm.
- If actual length > $L_c$: The fiber is prone to breaking under load.
- If actual length < $L_c$: Fiber pull-out occurs (interface failure), typically seen in short-fiber compounds (0.2 mm – 0.6 mm).
While fiber length alone doesn't dictate part design, it is a crucial indicator of the compounding quality and expected mechanical trends.
To learn more about glass fiber filled composite material characteristics and molding performance, read our article Matériaux composites de moulage par injection de plastique.

Traditional Injection Molding vs. Inline Compounding (IMC)
Preserving the maximum fiber length during processing is critical. However, mechanical stress during melting and injection inevitably causes fiber breakage. The choice of equipment drastically impacts the final fiber length in the part.
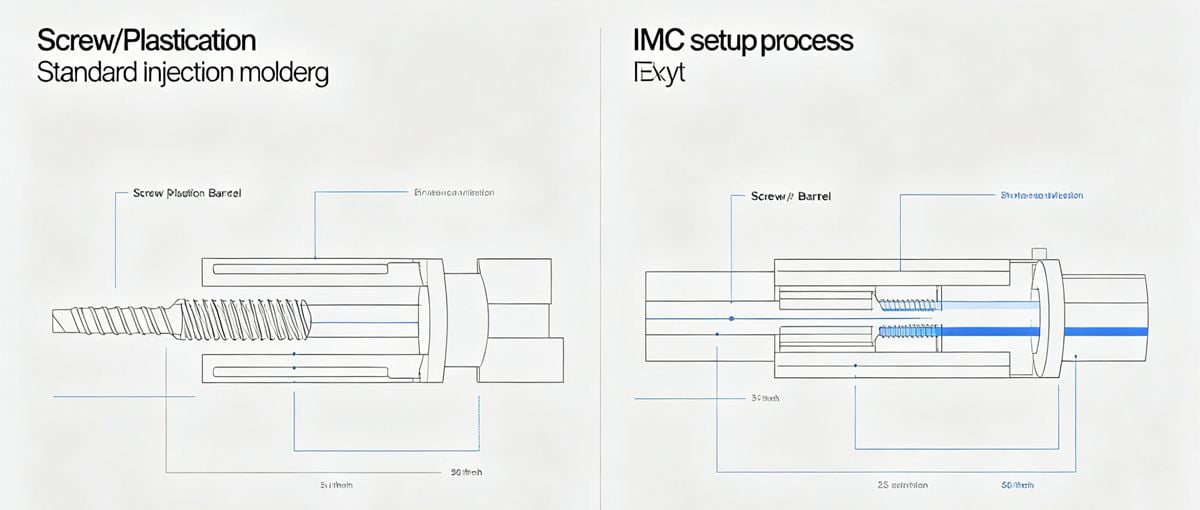
Traditional Injection Molding
When using pre-compounded LFT pellets (typically 10–25 mm), the fibers undergo severe shear stress during the plasticization phase. Because the base resin isn't fully melted when the pellets enter the screw, fibers can be trapped and fractured. Optimizing screw geometry and using low-shear check valves can mitigate this, but some degradation is unavoidable.
Inline Compounding Machine (IMC)
IMC technology melts the pure base resin first. Glass fiber roving is then fed directly into the molten polymer. Since the fibers are introduced after melting, they experience significantly less mechanical shear. This results in superior fiber length retention and enhanced mechanical properties.
📊 Quick Comparison: Processing Methods
| Feature | Traditional Injection Molding | Inline Compounding (IMC) |
|---|---|---|
| Starting Material | Pre-compounded LFT pellets | Pure PP resin + Continuous glass roving |
| Fiber Length Retention | Moderate (subject to shear during melting) | High (fibers added post-melting) |
| Material Cost | Higher (pre-compounded premium) | Lower (raw material savings) |
| Equipment Investment | Lower (standard or modified machine) | Higher (requires twin-screw extruder) |
| Formulation Flexibility | Limited to supplier's pellet options | High (custom fiber content on demand) |
| Meilleur pour | Low-to-medium volume, smaller parts | High volume, strict mechanical specs |
Master core injection molding plasticization and screw process rules with our beginner-friendly Connaissances essentielles en matière de processus de moulage par injection que tout nouvel arrivant devrait connaître.
Economic Considerations: Which Method is Right for You?
The decision between a standard injection molding machine and an IMC ultimately comes down to production volume et part size.
- Low Volume / Small Parts: Traditional injection molding is more cost-effective. The initial equipment investment is lower, and even if machine modifications are needed, the ROI is faster for smaller runs.
- High Volume / Large Parts: IMC shines here. Although the twin-screw extruder requires a higher initial investment, the savings on raw materials quickly offset the capital expenditure. For high-volume production, IMC pays for itself rapidly.
The Trade-Off: Flexibility vs.
IMC offers unmatched flexibility. Processors can customize the resin/fiber/additive ratios in real-time to meet exact technical specifications. However, this freedom comes with responsibility. Unlike buying certified LFT pellets, IMC users assume full quality assurance and product liability for the compounded material. While this increases operational risk, it also allows processors to capture significantly higher value margins.
Réflexions finales
There is no one-size-fits-all solution for Long Glass Fiber Reinforced PP. If your production demands high volumes, strict mechanical performance, and customized formulations, an Inline Compounding Machine is the superior choice. Conversely, for smaller components and lower production volumes, a traditional (or modified) injection molding machine offers the most economical path forward.



