
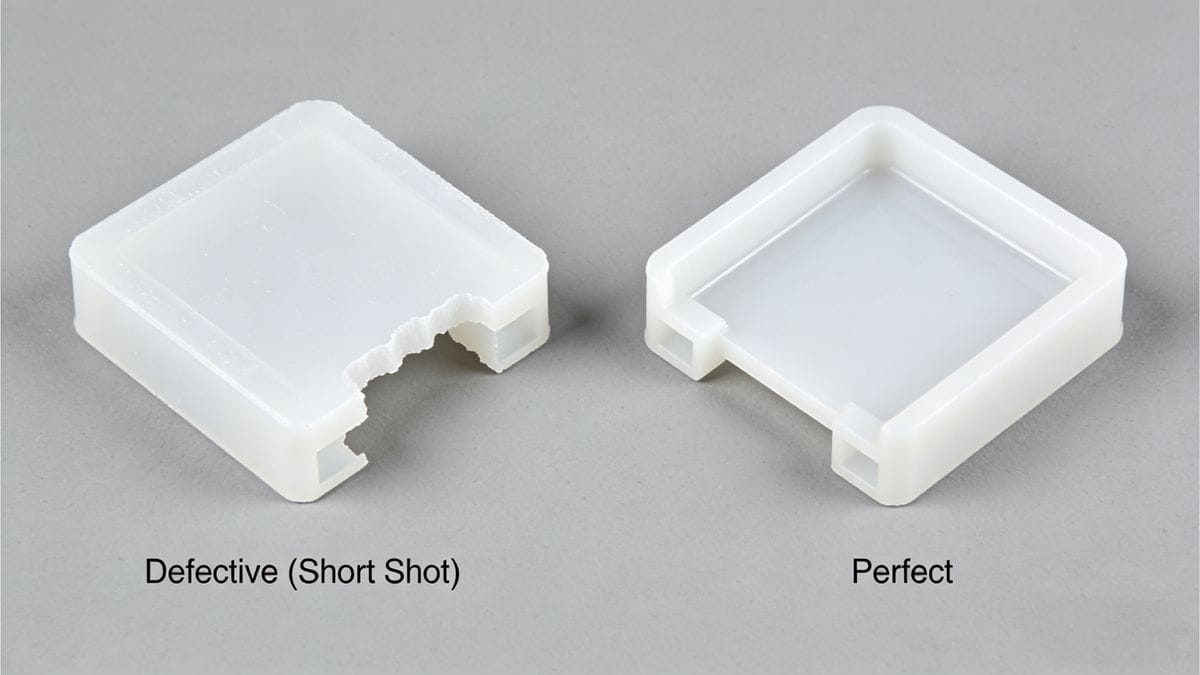
Qu'est-ce qu'une prise de vue courte ?
Le court-circuit (également appelé remplissage incomplet, underfill) se produit lorsque le plastique fondu ne remplit pas complètement la cavité du moule avant de se solidifier. Ce défaut apparaît généralement dans les sections à parois minces, les géométries complexes ou les points d'arrivée du flux, ce qui entraîne des manques de matière et des pièces non conformes. Le problème principal ? Résistance excessive à l'écoulement1 la prévention de l'avancement de la fonte.
Les principaux facteurs d'influence sont les suivants :
- Épaisseur de la paroi de la pièce
- Températures de moulage et de fusion
- Pression et vitesse d'injection2
- Rhéologie des matériaux3
- Conception de la grille et de l'évent
Vous trouverez ci-dessous un guide systématique, testé par des ingénieurs, pour diagnostiquer et résoudre les problèmes de courts-circuits, optimisé pour l'efficacité de la production et le contrôle de la qualité.
13 causes profondes et solutions concrètes
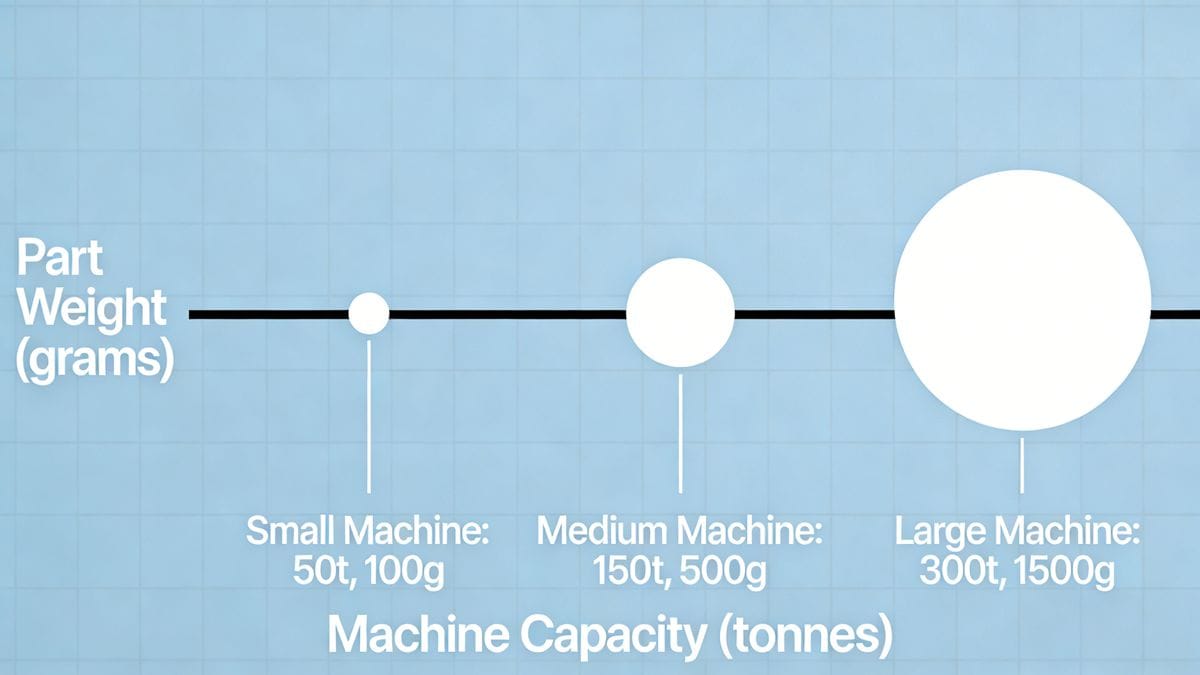
1. Machine de moulage par injection sous-dimensionnée
✅ Solution : Assurez-vous que la capacité d'injection de la machine dépasse le poids de la pièce et du cylindre de ≥15%. Poids total de la grenaille ≤85% de la capacité de plastification de la machine.
[Image : Infographie comparant la capacité des machines et les exigences en matière de poids des pièces. Texte alternatif : Guide de dimensionnement des presses à injecter pour éviter les coups courts].
2. Alimentation incohérente du matériel
✅ Solution : Vérifiez qu'il n'y a pas de pontage de matériau, que la taille des granulés n'est pas uniforme ou que la gorge d'alimentation n'est pas surchauffée. Nettoyez la trémie, installez une chemise de refroidissement ou passez à l'alimentation gravimétrique.
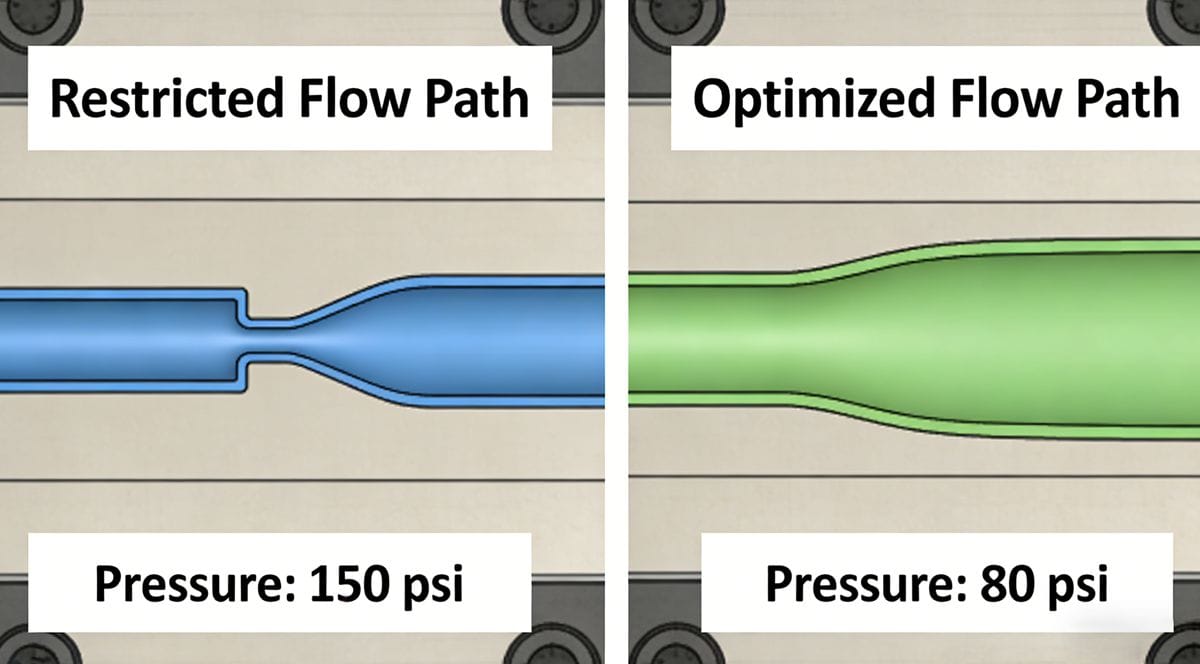
3. Mauvaise fluidité des matériaux
✅ Solution :
- Agrandir les portes, les glissières, les carottes ; optimiser l'emplacement des portes
- Ajouter des additifs améliorant le débit (selon les spécifications du matériau).
- Réduire le taux de rebroyage (<25% recommandé)
- Sélectionnez une qualité de résine plus fluide (par exemple, un MFI plus élevé).
4. Excès de lubrifiant ou composants usés
✅ Solution : Réduisez la teneur en lubrifiant interne/externe. Inspectez et remplacez les vis, les clapets anti-retour ou les barils usés afin de minimiser le reflux de la matière fondue.
5. Limaces froides ou blocage de contaminants
✅ Solution : Nettoyez régulièrement la buse. Agrandissez le puits d'eau froide (≥1,5× le diamètre de la buse) et les sections de la goulotte. Installez des filtres à tamis si la contamination persiste.
6. Système d'obturation non équilibré (moules à cavités multiples)
✅ Solution : Concevez les portes proportionnellement au volume de remplissage de la cavité. Placez les vannes dans les sections les plus épaisses. Utilisez une disposition équilibrée des canaux ou des vannes séquentielles pour la synchronisation.
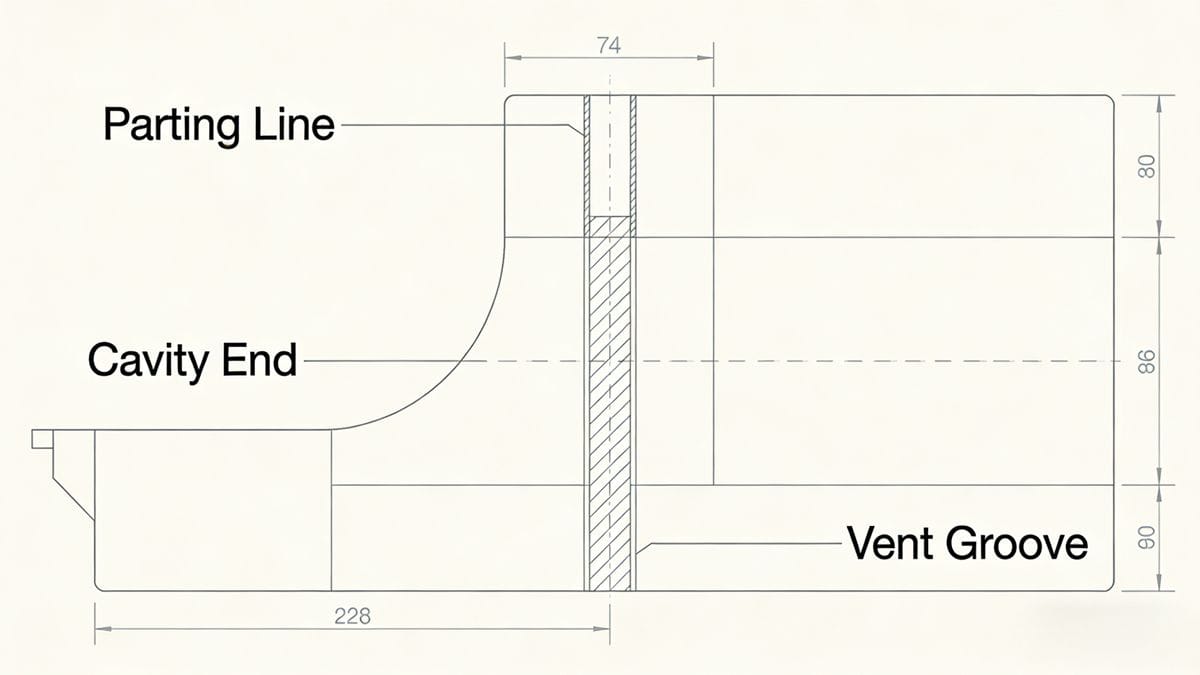
7. Ventilation inadéquate des moisissures
✅ Solution :
- Ajoutez des évents dans les zones de dernier remplissage : 0,02-0,04 mm de profondeur × 5-10 mm de largeur
- Inclure des puits d'injection à froid correctement positionnés
- Séchez soigneusement les matériaux hygroscopiques (par exemple, PA, PC).
- Réduire temporairement la force de serrage pour améliorer la micro-ventilation
8. Faible température du moule
✅ Solution : Préchauffez le moule dans la plage spécifiée par le procédé. Restreindre le débit du liquide de refroidissement pendant le démarrage. Vérifiez la conception du canal de refroidissement si la stabilité de la température n'est pas assurée.
9. Faible température de fusion
✅ Solution : Augmenter les zones de tonneaux (en particulier la zone avant). Prévoyez un temps de trempage de 15 à 30 minutes après avoir atteint le point de consigne. Pour les résines sensibles à la chaleur, prolongez le temps d'injection au lieu de surchauffer.
10. Chute de température de la buse
✅ Solution : Activez la rétraction de la buse pendant la fermeture du moule. Vérifiez le fonctionnement de la cartouche chauffante. Maintenez la buse à une température supérieure de 10 à 20°C à celle de la zone avant du cylindre.
11. Pression d'injection/de maintien insuffisante
✅ Solution : Augmentez progressivement la pression. Prolongez le temps d'injection. Optimisez la pression de maintien (généralement 40-80% de la pression d'injection) et la durée (jusqu'à ce que l'opercule se ferme).
12. Vitesse d'injection trop lente
✅ Solution : Augmentez la vitesse pour maintenir la température du front de fusion. Utilisez l'injection en plusieurs étapes : remplissage rapide → remplissage lent. Évitez les vitesses excessives qui provoquent la formation de jets.
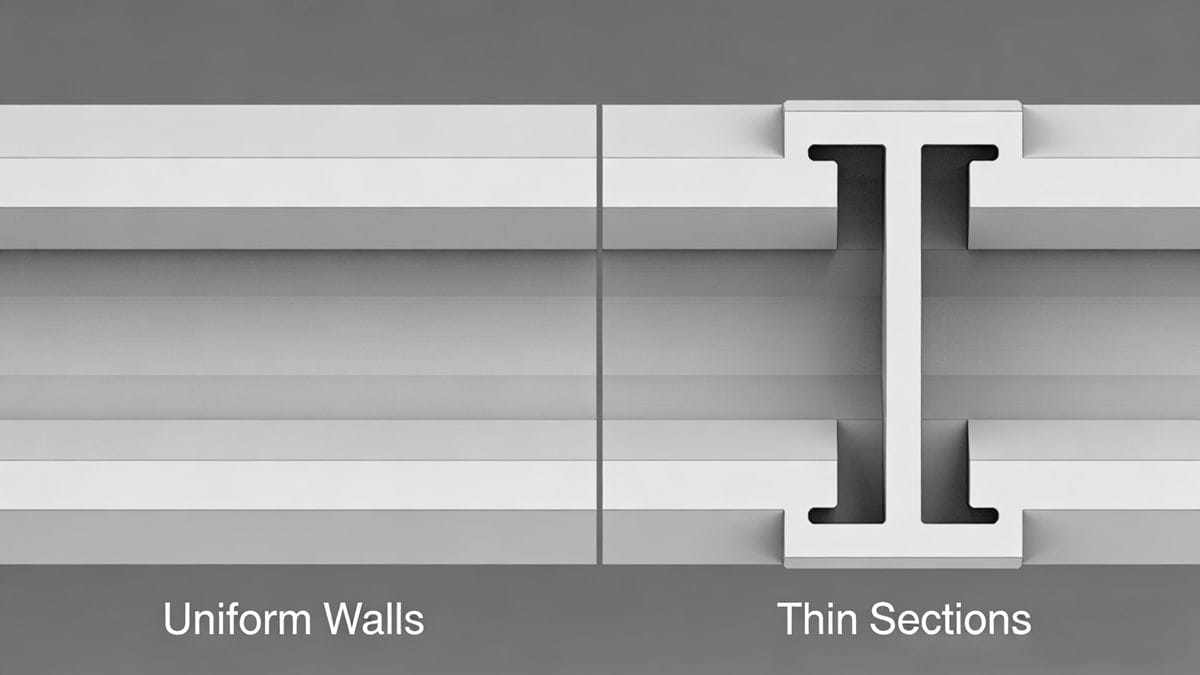
13. Mauvaise géométrie des pièces
✅ Solution : Maintenez une épaisseur de paroi uniforme (rapport idéal ≤1,5:1). Évitez les transitions brusques. Pour les pièces complexes : déplacez les portes, augmentez la température du moule ou sélectionnez un matériau à haut débit.
Liste de contrôle pour le dépannage rapide
✅ Vérifier la capacité de la machine et la siccité du matériau
✅ Inspecter la buse, les vannes et les glissières pour vérifier qu'elles ne sont pas obstruées.
✅ Mesurer les températures réelles de fusion/moulage (et pas seulement les points de consigne)
✅ Vérifier la mise à l'air libre aux points d'arrivée du flux
✅ Examinez la fiche technique du matériau (MFI, fenêtre de transformation)
Analyse de l'écoulement des moules pour les pièces complexes
Conseil de pro
"Lorsque les tirs courts persistent après des ajustements de paramètres, soupçonnez d'abord la conception du moule. 70% des tirs courts chroniques sont liés à la conception des portes, des évents ou de la thermique, et non aux réglages de la machine."
- Ingénieur principal des procédés, fournisseur de niveau 1 du secteur automobile
Il est essentiel de comprendre la résistance à l'écoulement pour optimiser les processus de moulage par injection et prévenir les défauts. ↩
Découvrez comment ces paramètres influencent la qualité des pièces moulées et préviennent les défauts. ↩
Apprenez à connaître la rhéologie des matériaux afin d'améliorer les caractéristiques d'écoulement et la qualité des produits. ↩


