
Kleurstrepen zijn een van de meest voorkomende visuele afwijkingen bij spuitgieten1, vooral voor onderdelen die gekleurd zijn met kleurmastermatch. Hoewel masterbatchkleuring een betere kleurconsistentie, zuiverheid en antimigratieprestatie biedt dan droge kleurpoeder of vloeibare kleurpasta, heeft het vaak te lijden onder onvoldoende dispersie.
Eenvoudig gezegd is het mogelijk dat de kleurmastermasterbatch zich tijdens het smelt- en transportproces niet gelijkmatig met de ruwe hars mengt. Deze ongelijkmatige verdeling resulteert direct in merkbare kleurverschillen, strepen of strepen op de uiteindelijke spuitgietproducten.
Hieronder vindt u een professionele analyse van de belangrijkste oorzaken en effectieve oplossingen om kleurstrepen in spuitgieten1.
Belangrijkste oorzaken van kleurstrepen
Kleurstrepen ontstaan voornamelijk door:
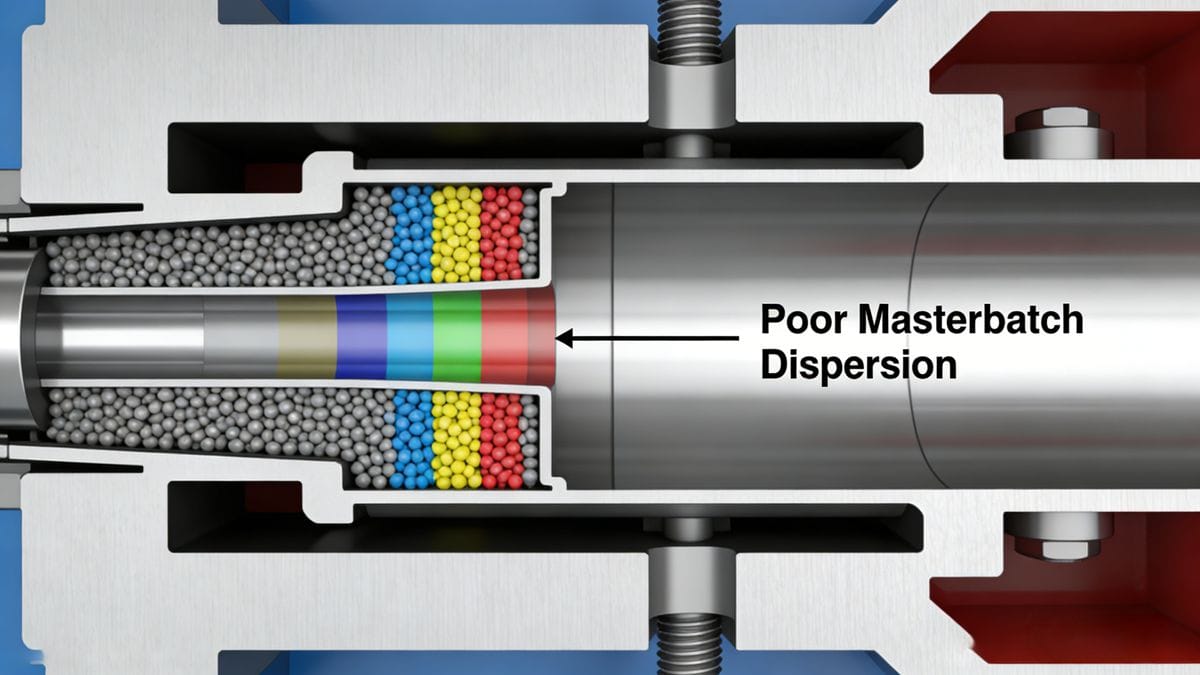
- Slechte dispersie van kleurmastermatch: Het kleurconcentraat smelt en mengt niet volledig met het basispolymeer.
- Onvoldoende smelten in de toevoerzone: Lage temperatuur vertraagt het smelten van masterbatch, wat leidt tot ongelijkmatig mengen.
- Onvoldoende tegendruk en afschuiving: Lage schuifkracht beperkt de homogenisatie van smelt.
- Onredelijk poort- en loopwagendesign: Onjuiste gating veroorzaakt zwakke turbulentie en niet-uniforme stroming.
Effectieve oplossingen om kleurstrepen te elimineren
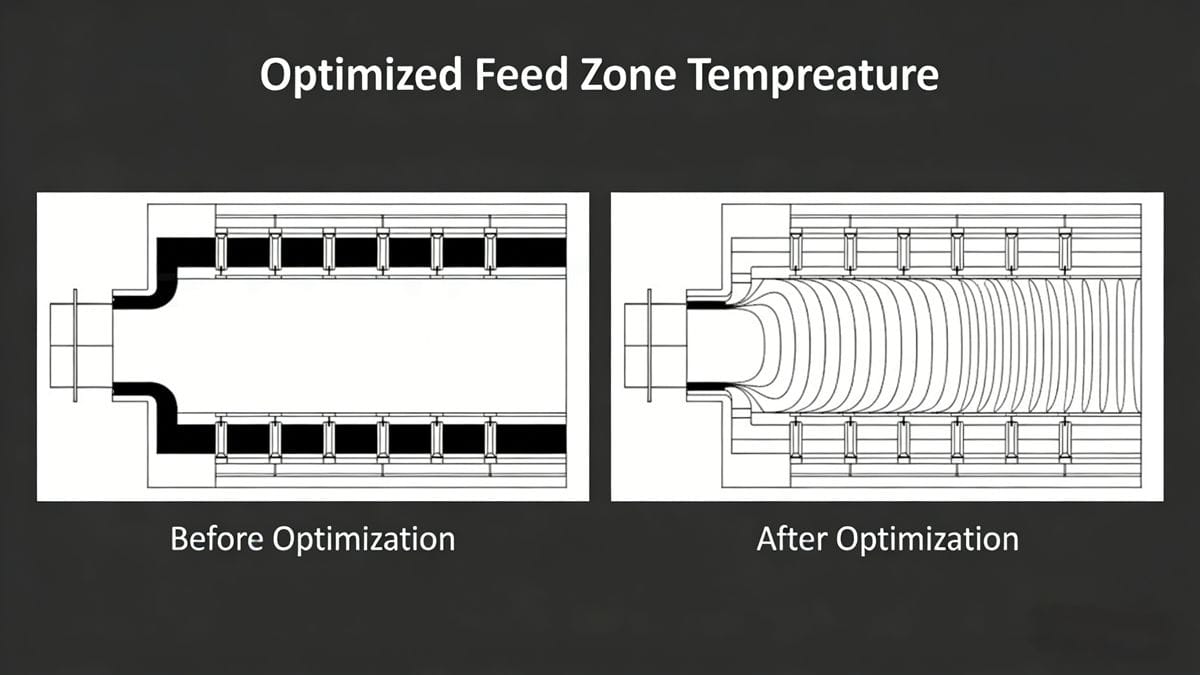
1. De temperatuur van de voederzone optimaliseren
Verhoog de temperatuur in de toevoerzone, vooral de achterste toevoerzone, tot een niveau dichtbij of iets hoger dan de smeltzone. Hierdoor smelt de kleurmastermasterdatch sneller wanneer deze de smeltzone binnengaat, waardoor het mengen en de uniformiteit van de vloeibare fase verbetert.
2. De tegendruk op de juiste manier verhogen
Met een stabiele schroefsnelheid, verhoogt u de tegendruk naar behoren. Een hogere tegendruk verhoogt de smelttemperatuur en versterkt de schuifwerking binnenin het vat, waardoor de dispersie van kleurmastermastermatch sterk verbetert.
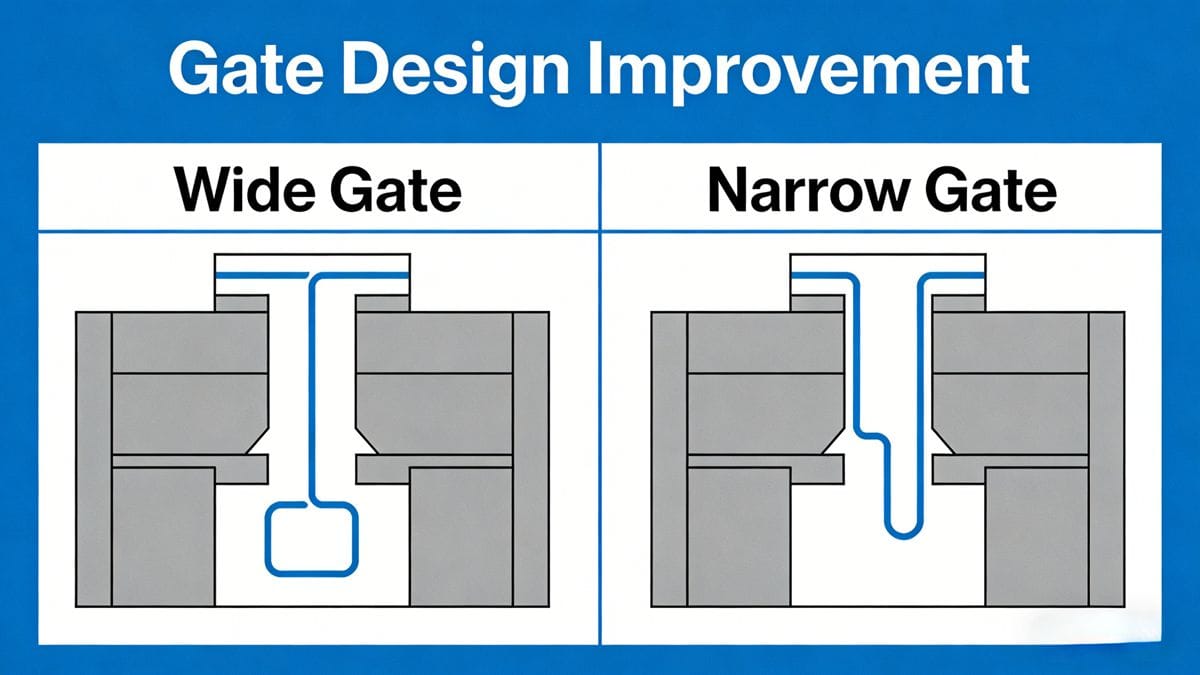
3. Het matrijsafsluitsysteem aanpassen
Herzie het gietsysteem van de matrijs en pas het aan. Een te brede poort leidt tot zwakke turbulentie, weinig warmteontwikkeling en een ongelijkmatige smeltstroom, wat direct kleurstrepen veroorzaakt. Het vernauwen van de poort kan de smeltturbulentie, temperatuurstijging en kleurconsistentie verbeteren.
Conclusie
Kleurstrepen in spuitgietproducten houden vaak verband met materiaalverspreiding, bewerkingsparameters, en matrijsontwerp. Door de vattemperatuur, tegendruk en poortstructuur te optimaliseren, kunt u effectief kleurstrepen elimineren en de uiterlijke kwaliteit en stabiliteit van spuitgietproducten verbeteren.
Verken deze bron en ontdek deskundige technieken die de spuitgietkwaliteit verbeteren en defecten minimaliseren. ↩


