Heat-resistant ABS1 is a powerhouse material in the engineering plastics industry. However, achieving high-quality results requires a precise approach to processing.
Standard ABS often lacks the thermal performance required for demanding applications. To bridge this gap, manufacturers have developed heat-resistant ABS resins by copolymerizing with $alpha$-methylstyrene en N-phenylmaleimide. These modifications raise the Warmteafbuigingstemperatuur (HDT)2 to between 90°C and 120°C.
⚠️ The Core Challenge: Internal Stress
While these additives improve heat resistance, the molecular structure—containing rigid benzene rings and N-phenyl groups—increases steric hindrance. This slows down the relaxation speed of the molecular chains, making the material prone to high internal stress.
If not managed correctly, this leads to common defects such as:
- Stress cracking
- Stress whitening
- Brittleness
Therefore, the golden rule of processing heat-resistant ABS is: Minimize internal stress3.
Here are the 5 critical factors you must control to ensure successful injection molding.

Product and Mold Design
Design is the foundation. Poor design creates stress traps that no amount of process tuning can fix.
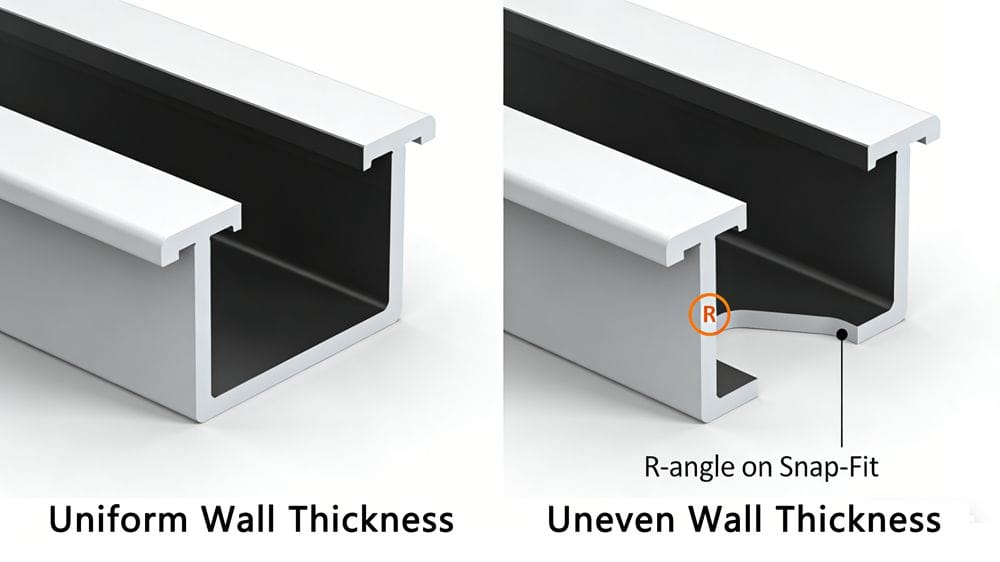
- Uniforme wanddikte: Wall thickness variations should be controlled within 25%. Drastic changes cause uneven cooling and stress concentration.
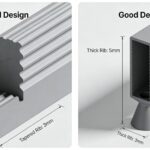
- Bosses and Ribs: For columns (bosses) with weak strength, add fillets (R-angles) at the roots or reinforce with ribs to prevent fracture.
- Snap-Fit Design: The root of a snap-fit must have a fillet. The ratio of the R-angle to wall thickness should be > 0.3. While a larger ratio reduces stress, balance it against the risk of surface sink marks.
- Cooling Channels: Design cooling water channels to ensure uniform cooling. Uneven cooling leads to uneven shrinkage, which generates internal stress.
💡 Pro Tip: Avoid sharp corners at all costs. Sharp corners are the number one initiator of stress cracks in heat-resistant materials.
Material Drying
Heat-resistant ABS is hygroscopic. During storage and transport, it absorbs moisture from the air (typically 0.2% ~ 0.4%).
If this moisture is not removed, you will face surface defects like silver streaks en water splashes. Because heat-resistant ABS requires higher drying temperatures than standard ABS, strict adherence to drying protocols is essential.
Recommended Drying Parameters:
- Target Moisture Content: < 0.05% (Ideally < 0.02%)
- Drying Temperature: 80°C – 95°C
- Drying Time: 3 – 4 hours
Melt Temperature Settings
Temperature control is about balancing flow with material stability.
You should set the temperature to ensure full plasticization of the resin. Generally, aim for the middle-to-upper range of the supplier's recommended temperature window.
Why higher temperatures help: Increasing the melt temperature significantly reduces the viscosity of the heat-resistant ABS. This improves flow length and ensures the cavity is filled completely without excessive injection pressure, which can also induce stress.
Holding Pressure and Time
For heat-resistant ABS, the holding phase is a balancing act between preventing sink marks and creating stress.
- Holding Pressure: Increasing pressure packs the molecules tighter, increasing density and reducing shrinkage. However, excessive pressure drastically increases internal stress. Use the lowest pressure possible that still maintains part quality.
- Holding Time: This should be set based on the time it takes for the gate to freeze.
- Too Long: Over-packing occurs, molecular gaps shrink too much, and stress rises.
- Too Short: Sink marks appear, and dimensions become unstable.
Optimization Strategy: The ideal holding time is the shortest duration where the part weight no longer increases.
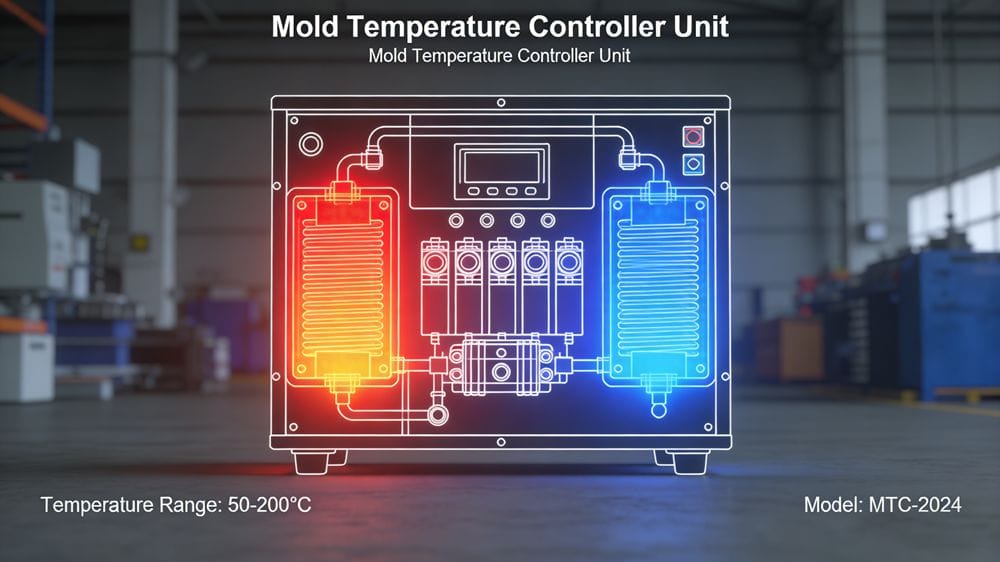
Temperatuurregeling van de schimmel
Do not skimp on mold temperature. Using a Mold Temperature Controller (MTC) is highly recommended.
- Suggested Mold Temperature: 60°C – 80°C
A higher mold temperature improves flow, increases weld line strength, and significantly reduces internal stress.
If the mold temperature is too low, the material freezes too quickly, trapping high levels of stress. This often results in:
- Brittle parts
- Cracking around screw bosses
- Cracking after painting
Note: While higher mold temperatures improve quality, they will extend the molding cycle time.
Summary Checklist for Heat-Resistant ABS
| Parameter | Key Takeaway |
|---|---|
| Ontwerp | Keep walls uniform; use R-angles > 0.3 ratio. |
| Drogen | Dry at 80-95°C for 3-4 hours. Target <0.05% moisture. |
| Temp | Use mid-to-high melt temps to lower viscosity. |
| Pressure | Use lower holding pressure to minimize stress. |
| Mold Temp | Keep mold at 60-80°C to prevent brittleness. |