
De gate is a critical section of the runner system in spuitgieten. With the exception of direct sprue gates, most gates represent the smallest cross-sectional area in the entire system—typically only 3% to 9% of the runner's cross-section.
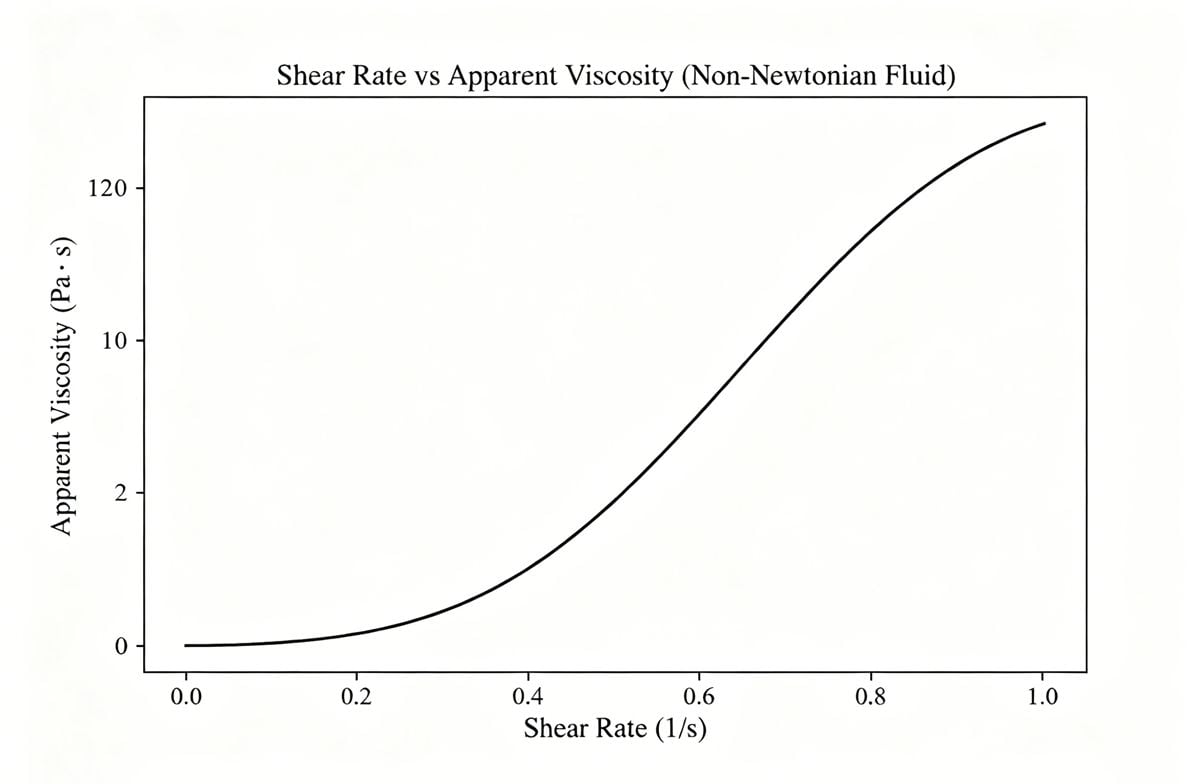
While a large gate might seem beneficial for reducing flow resistance, it isn't always the best choice. For the vast majority of plastic melts (which are non-Newtonian fluids), reducing the gate size can actually improve molding quality.
Why? Because a smaller gate increases the shear rate. This generates shear heat, which significantly lowers the apparent viscosity of the melt, making it flow better. Any pressure drop caused by the smaller gate can usually be compensated for by adjusting the injection pressure.
Here are the 5 key advantages of using small gates in injection molding.
💡 Pro Tip: Small gates are particularly beneficial for thin-walled parts, parts with fine details, and plastics sensitive to shear rates like Polyethylene (PE), Polypropylene (PP), and Polystyrene (PS).
Improved Fluidity via Shear Heating
Small gates create a significant pressure difference between the front and back ends. This effectively increases the shear rate of the melt and generates substantial shear heat.
- The Result: The apparent viscosity of the plastic drops, and fluidity increases, facilitating easier mold filling.
- Best For: Thin-walled products or those with intricate patterns.
Better Control Over Packing and Warpage
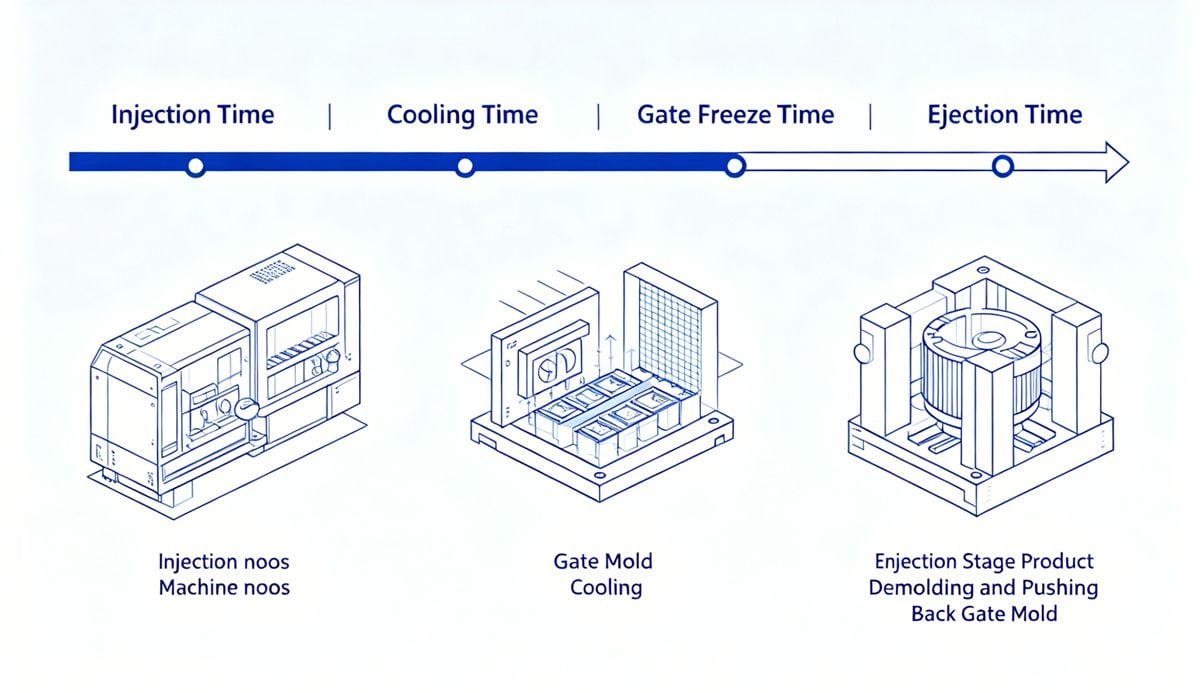
During the packing (holding) phase, pressure must be maintained until the gate freezes. If the gate is too large, the packing time extends, which can increase molecular orientation and flow deformation. This often leads to high residual stress and warpage, especially near the gate area.
By using a small gate, you can precisely control the freezing time. The gate freezes at the right moment, preventing material backflow and minimizing internal stress, resulting in a dimensionally stable part.
Shorter Cycle Times & Higher Efficiency
Because a small gate has a small volume, it freezes (solidifies) very quickly. For many products, you don't need to wait for the entire internal core to solidify. As long as the outer skin is rigid enough, the part can be ejected once the gate is frozen. This significantly shortens the molding cycle and boosts overall production efficiency.
Balancing Multi-Cavity Molds
In non-balanced runner systems with multiple cavities, flow balance is a major challenge. If small gates are used, the flow resistance at the gate becomes much higher than the resistance in the runner system. This means the melt will fill the runners and build up pressure before entering the cavities. Consequently, all cavities will fill at approximately the same time.
- Benefit: Small gates act as a natural flow regulator, ensuring balanced filling across all cavities.
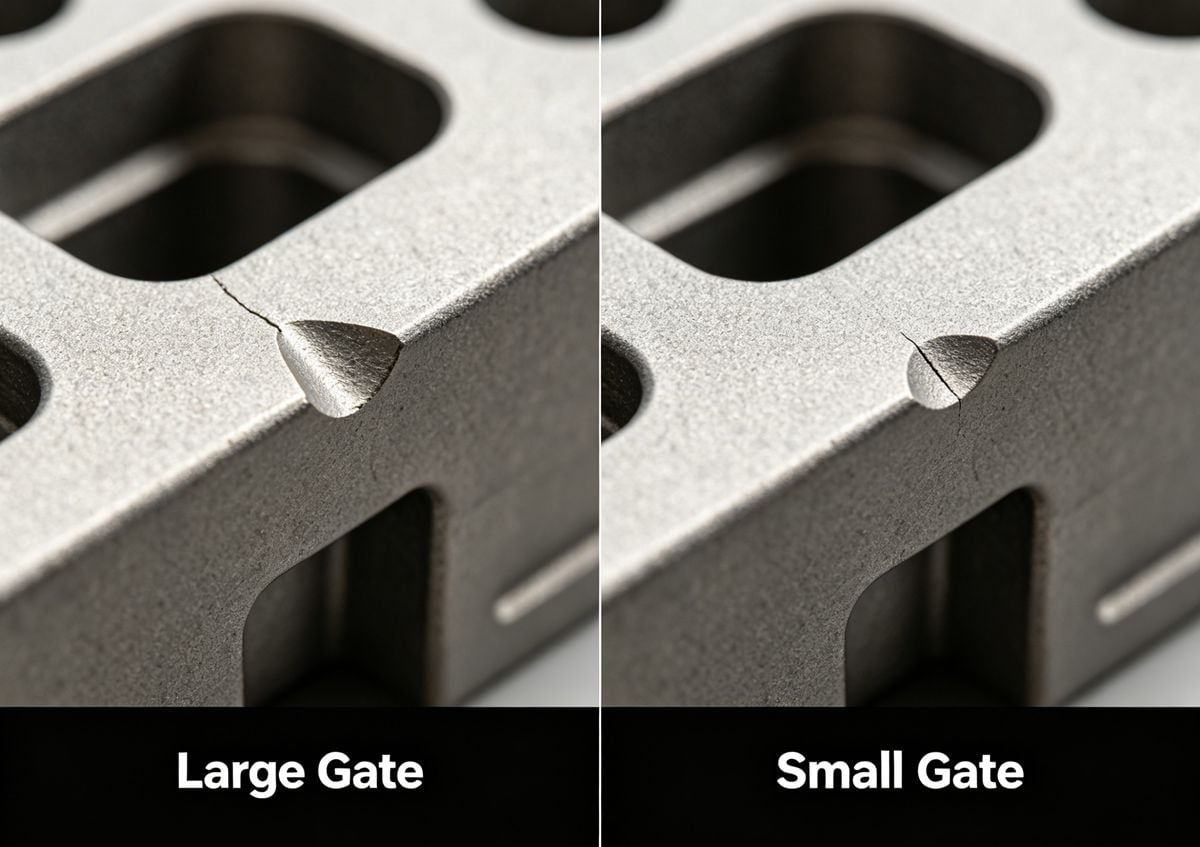
Easier Gate Removal and Better Aesthetics
Large gates often leave significant "gate vestiges" (scars) on the finished product. Removing them often requires sawing, machining, or extensive sanding. Small gates offer a cleaner solution:
- Easy Removal: The runner can often be snapped off by hand or cut automatically via special mold structures.
- Minimal Finishing: The scar left behind is tiny, often requiring little to no polishing.
When Should You Avoid Small Gates?
While small gates offer numerous advantages, they are not a "one-size-fits-all" solution. You should avoid or carefully calculate small gate sizes in the following scenarios:
- High-Viscosity Materials: For plastics where viscosity is not sensitive to shear rate (e.g., Polysulfone (PSU) or certain Polyacetals (POM)), a small gate creates excessive flow resistance and prolongs filling time.
- Large Parts: When molding large components, the gate cross-section often needs to be increased (sometimes close to the part's max thickness) to ensure proper flow.
- High Shrinkage Materials: Thick-walled parts made of materials with high shrinkage rates require a longer packing time. A gate that is too small will freeze prematurely, leading to sink marks or voids.
Summary
Adopting small gates is a highly effective strategy for improving cycle times, balancing molds, and enhancing part aesthetics. However, successful implementation requires a deep understanding of your material's rheology and the specific geometry of your product.



