
Why is My ABS Injection Part Dull? Troubleshooting Low Gloss
You have spent hours polishing the mold to a mirror finish, yet the final ABS injection molded parts come out dull or hazy. This is a common frustration in the plastics industry.
If the mold polishing isn't the issue, the problem likely lies in the 射出成形プロセス, 金型設計, あるいは raw material handling.
Here is a comprehensive guide to troubleshooting low gloss on ABS parts.
1. Mold Design & Maintenance Factors
Even with a polished cavity, specific design flaws or maintenance issues can ruin the surface finish.
- Poor Cavity Machining: If the mold cavity has microscopic pores, scratches, or excessive roughness from machining, these defects will transfer directly to the plastic part.
- Solution: Ensure high-precision machining. If necessary, re-polish or apply a chrome plating to the cavity surface.
- Cavity Surface Contamination: Oil, water stains, or excessive release agent on the cavity surface will cause the part to appear dark or matte.
- Solution: Clean the mold thoroughly to remove oil and water. Limit the use of mold release agents.
- Insufficient Draft Angle: If the draft angle is too small, the part experiences excessive friction during ejection, damaging the surface gloss.
- Solution: Increase the draft angle to ensure smooth ejection.
- Poor Venting: Trapped air or gas inside the mold cavity prevents the melt from contacting the mold wall perfectly, leading to dull spots.
- Solution: Inspect and modify the mold venting system.
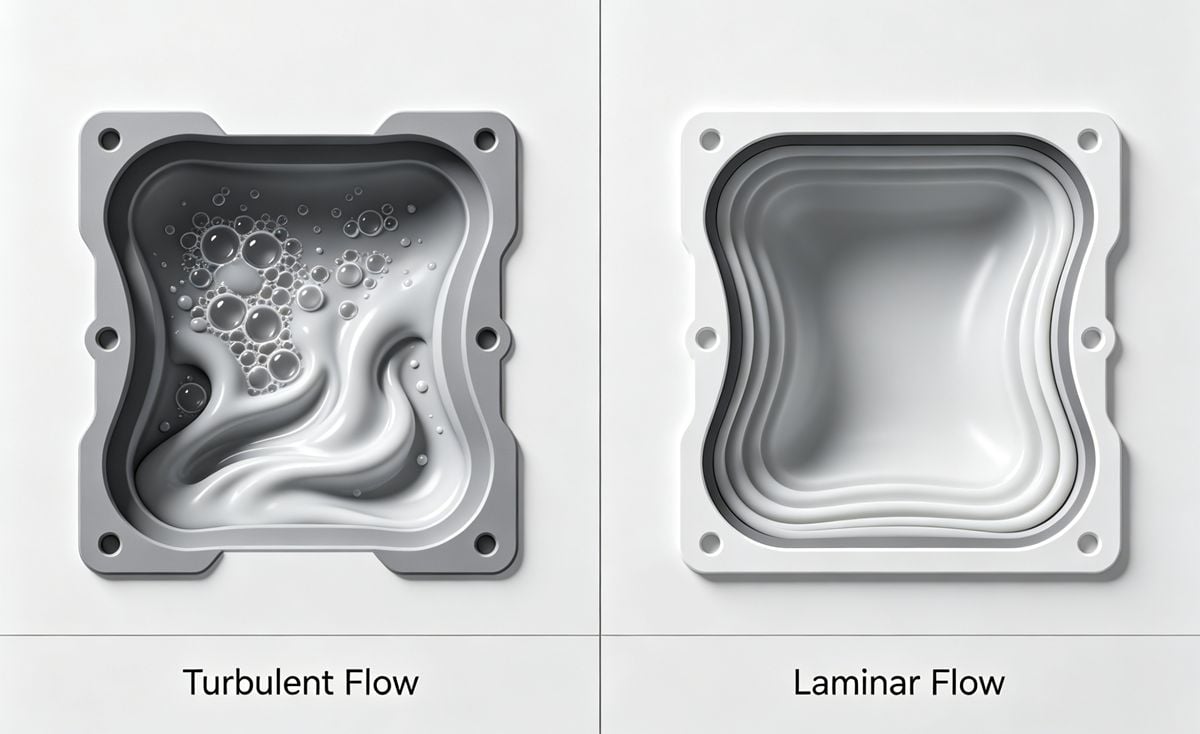
- Improper Gate or Runner Design: If the gate or runner cross-section is too small or changes abruptly, the melt flow becomes turbulent due to high shear stress.
- Solution: Increase the cross-sectional area of the gate and runner to ensure smooth laminar flow.
2. Injection Molding Process Parameters
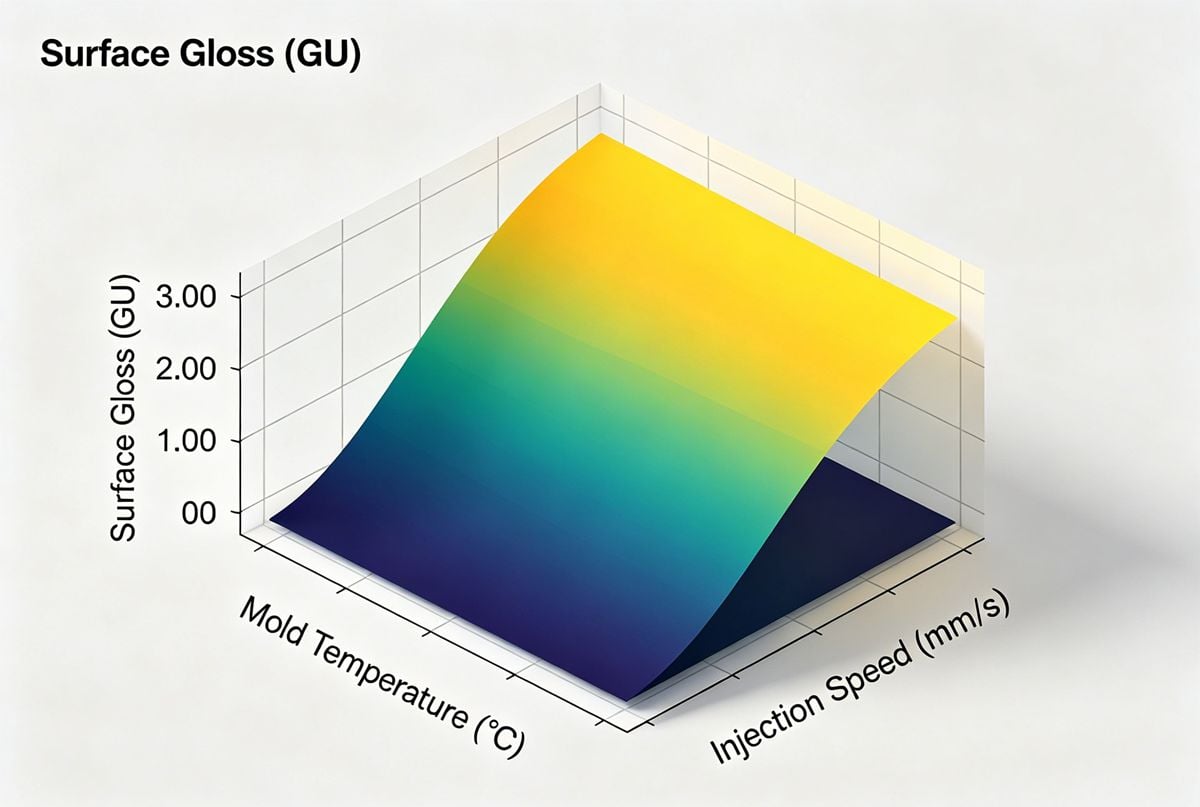
For ABS, temperature and pressure control are critical for replicating the mold's surface finish.
- Injection Speed Too Low: A slow injection speed prevents the melt from packing tightly against the mold wall, resulting in a non-dense surface.
- Solution: Appropriately increase the injection speed.
- Insufficient Cooling: Especially for thick-walled parts, if cooling is uneven or insufficient, the surface can become rough or "hairy."
- Solution: Optimize the cooling system. Using chilled water can sometimes help achieve a higher gloss.
- Improper Holding Pressure: If holding pressure or time is too short, the part density decreases, leading to poor gloss.
- Solution: Increase holding pressure and extend holding time.
- Melt Temperature Too Low: Low temperatures reduce the fluidity of the ABS, making it difficult to fill the cavity smoothly.
- Solution: Appropriately raise the barrel and melt temperature.
- Speed vs. Gate Size Mismatch: If the injection speed is too high for a small gate, the area near the gate may appear dark or dull due to shear heating.
- Solution: Reduce injection speed or enlarge the gate size.
3. Raw Material Issues
The quality of the ABS resin itself plays a massive role in the final appearance.
- Inconsistent Granule Size: Large variations in particle size make it difficult to plasticize the material uniformly.
- Solution: Sieve the raw material to ensure consistent granule size.
- Excessive Recycled Material: Adding too much regrind or sprue material affects the homogeneity of the melt.
- Solution: Reduce the percentage of recycled material used.
- Poor Thermal Stability: Some lower-quality materials degrade or discolor when heated, reducing gloss.
- Solution: Select ABS grades with better thermal stability.
- High Volatile Content: Excessive moisture or volatiles in the raw material will turn into gas during heating, causing condensation marks or dullness.
- Solution: Pre-dry the raw material strictly according to specifications.
- Poor Additive Dispersion: If colorants or additives do not disperse well, the surface will look uneven.
- Solution: Switch to additives with better flow and dispersion properties.
- Contamination: Foreign materials or incompatible plastics mixed in will not melt uniformly.
- Solution: Strictly inspect and clean raw materials before use.
- Insufficient Lubricant: Low lubricant levels reduce melt flow, preventing the surface from becoming dense.
- Solution: Appropriately increase the lubricant dosage.

Summary
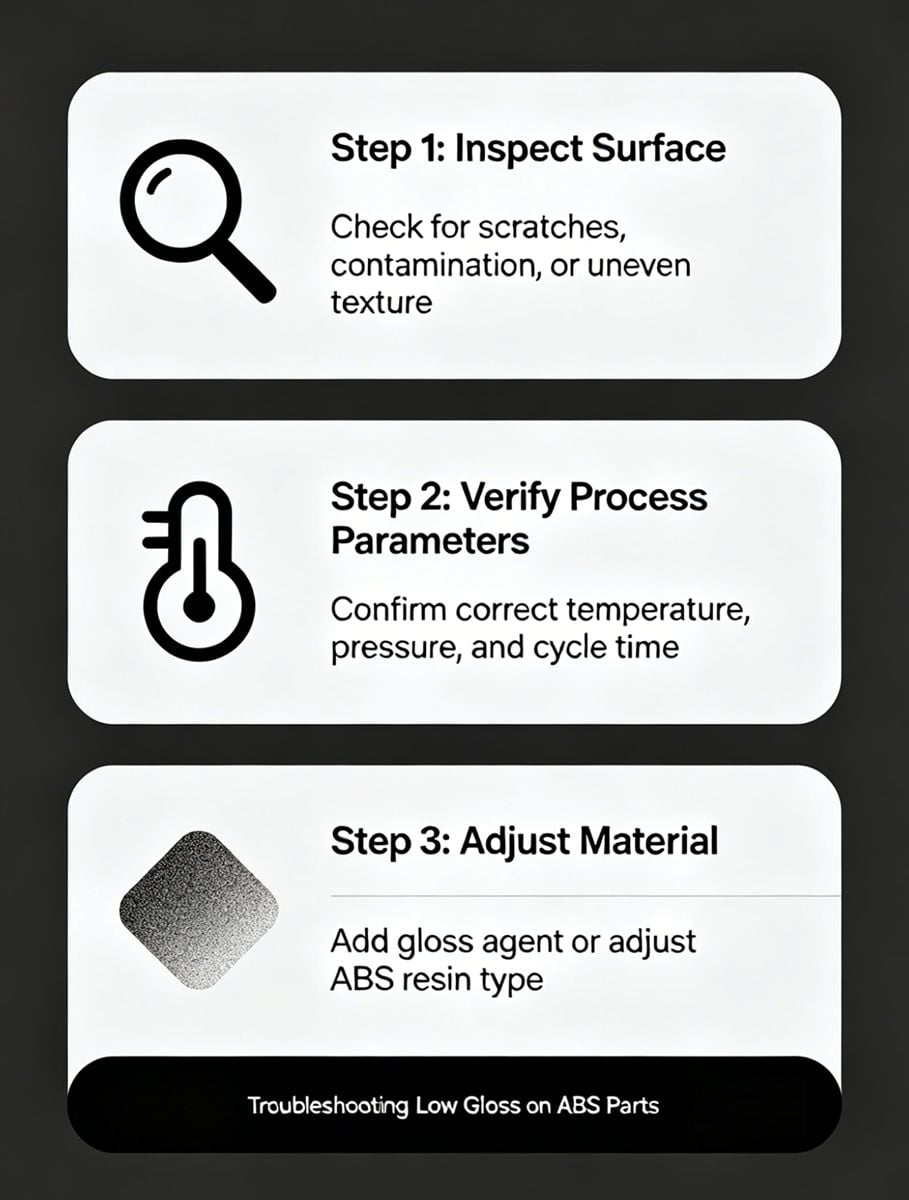
If your mold polishing is up to standard, troubleshooting low gloss on ABS parts requires a systematic approach.
- Check the Mold: Ensure it is clean, vented, and has a sufficient draft angle.
- Adjust Process: Try higher mold temperatures, higher injection speeds, そして higher pressure.
- Verify Material: Ensure the ABS is dry, clean, and of high quality.
By adjusting these variables, you can achieve the high-gloss finish your project requires.



