
Plastic surface treatment1 is a critical step in manufacturing, primarily categorized into Coating そして メッキ.
Unlike metals, most plastics possess high crystallinity, low or non-existent polarity, and low surface energy. These characteristics significantly affect the adhesion of coatings. Furthermore, since plastic is an insulating material, it cannot be directly electroplated using standard metal plating specifications.
Therefore, rigorous pre-treatment is essential. This process improves the bonding strength for coatings and creates a conductive base layer required for plating.

Part 1: Pre-treatment for Coating
The goal of pre-treatment for coating is to remove contaminants and activate the surface to ensure the paint or coating adheres properly. This involves two main steps: Degreasing そして Activation.
1. Degreasing Plastic Products
Similar to metal treatment, removing oil, grease, and mold release agents is the first step.
- Organic Solvent Cleaning: Suitable for removing paraffin, beeswax, fats, and organic dirt. The solvent must not dissolve, swell, or crack the plastic. It should have a low boiling point, be volatile, non-toxic, and non-flammable.
- Alkaline Aqueous Solutions: Used for alkali-resistant plastics. These solutions contain caustic soda, alkaline salts, and surfactants. A common surfactant is the OP series (alkylphenol polyoxyethylene ether), which is preferred because it is low-foaming and does not leave residues on the plastic surface.
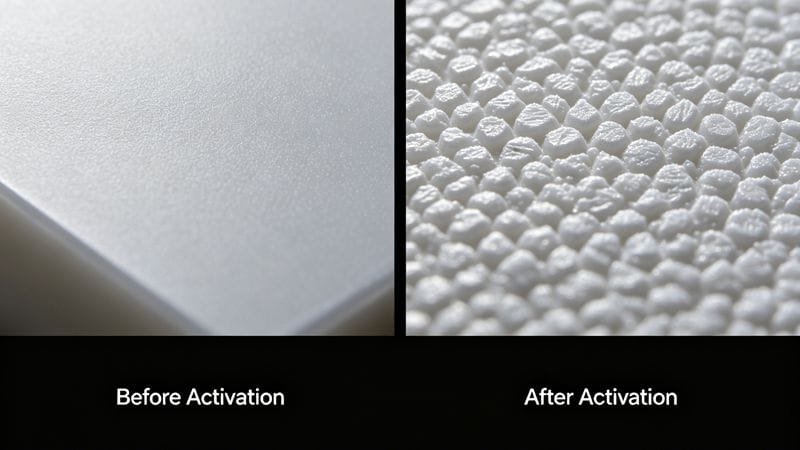
2. Surface Activation
Activation increases the surface energy of the plastic by generating polar groups or roughening the surface (etching), allowing coatings to wet and adsorb more effectively.
Common methods include chemical oxidation, flame oxidation, solvent vapor etching, and corona discharge oxidation.
Chemical Oxidation (Chromic Acid Treatment)
This is the most widely used method. It typically involves a chromic acid bath.
- Standard Formula: Potassium dichromate (4.5%), Water (8.0%), Concentrated Sulfuric Acid >96% (87.5%).
- ABS Plastic Treatment: While some plastics like polystyrene and ABS can be coated without chemical oxidation, high-quality finishes require it. A typical etching formula for ABS involves:
- Chromic acid: 420g/L
- Sulfuric acid (specific gravity 1.83): 200ml/L
- Process: 65°C–70°C for 5–10 minutes, followed by washing and drying.
Pros & Cons: Chromic acid etching provides uniform treatment even on complex shapes. However, it poses safety hazards and environmental pollution risks.
Part 2: Pre-treatment for Plating
The objective here is twofold: improve adhesion and create a conductive metal base layer on the non-conductive plastic.
The workflow consists of: Mechanical/Chemical Roughening → Degreasing → Sensitization → Activation → Reduction → Electroless Plating.
Comparison of Key Steps
| Process Step | Purpose | Key Notes |
|---|---|---|
| Roughening | Increases contact area | Chemical roughening offers ~10x better adhesion than mechanical methods. |
| Sensitization | Adsorption of reducing agents | Uses stannous chloride ($SnCl_2$) or titanium trichloride. Prepares surface for catalytic nuclei. |
| Activation | Deposition of catalytic nuclei | Uses noble metal salts (like Palladium). These particles accelerate the plating reaction. |
| Electroless Plating | Creates conductive layer | The critical step. Deposits a thin metal film (Cu or Ni) to allow subsequent electroplating. |
Detailed Process Analysis
Roughening (Mechanical & Chemical): Mechanical roughening involves physical abrasion, while chemical roughening uses etchants. Chemical methods are superior, providing significantly higher bonding strength by creating micro-pores for the metal to anchor into.
Sensitization: The plastic surface is immersed in a solution containing easily oxidizable substances (e.g., Stannous Chloride). These adsorb onto the plastic and act as reducing agents in the next step.
Activation: The sensitized part is dipped in an oxidizer solution containing precious metal ions (usually Palladium). The precious metal ions are reduced by the adsorbed sensitizer, depositing catalytic colloid particles onto the surface. These particles act as the "seeds" for plating.
Reduction Treatment: After activation and washing, the part is treated with a reducing agent solution (e.g., formaldehyde for copper plating, sodium hypophosphite for nickel plating). This removes residual activator and prepares the catalytic sites.
Electroless Plating: This is the key step in plastic metallization2. A chemical reaction deposits a uniform layer of metal (Copper or Nickel) onto the plastic. This layer is conductive, allowing the part to undergo standard electroplating processes thereafter.



