
Lignes directrices relatives à l'angle de dépouille et à l'épaisseur de paroi pour les pièces moulées par injection
Optimisation de la conception en vue de la fabrication, de la qualité et de la rentabilité
Lors de la conception de pièces en plastique pour le moulage par injection, deux paramètres géométriques critiques, à savoir le poids et la forme, sont déterminants.angle de dépouille et épaisseur de la paroi-ont un impact direct sur la moulabilité, la qualité des pièces, le temps de cycle et la longévité de l'outillage. De mauvais choix peuvent entraîner des problèmes d'éjection, des déformations, des marques d'enfoncement ou des défauts esthétiques. Ce guide regroupe les meilleures pratiques de l'industrie, les recommandations spécifiques aux matériaux et les règles empiriques de conception pour vous aider à éviter les pièges les plus courants.
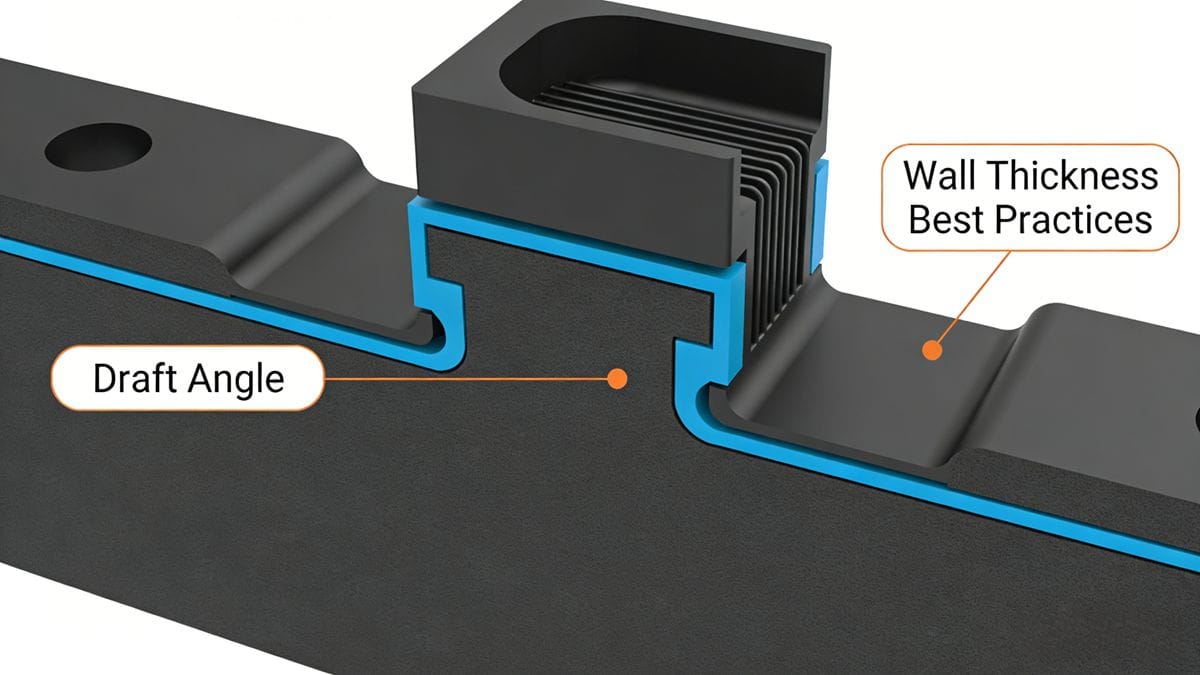
1. Angle de dépouille (angle de démoulage)
L'angle de dépouille - la conicité intentionnelle appliquée aux surfaces verticales - est essentiel pour une éjection en douceur des pièces de la cavité et du noyau du moule. Si la dépouille n'est pas suffisante, les pièces risquent de coller, de traîner ou d'être endommagées pendant le démoulage.
Angles de dépouille typiques par matériau
| Matériau | Cavité (a₁) | Noyau (a₂) |
|---|---|---|
| Nylon (non chargé) | 20′-40′ | 25′-40′ |
| Nylon (renforcé) | 20′-50′ | 20′-40′ |
| Polyéthylène (PE) | 25′-45′ | 20′-45′ |
| Polyoxyméthylène (POM) | 35′-1°30′ | 30′-1° |
| Polyéther (PPO) | 25′-45′ | 20′-45′ |
| Polycarbonate (PC) | 35′-1° | 30′-50′ |
| Polystyrène (PS) | 35′-1°30′ | 30′-1° |
| Acrylique (PMMA) | 35′-1°30′ | 30′-1° |
| ABS | 40′-1°20′ | 30′-1° |
⚠️ Note : 1° = 60 minutes (′). Par exemple, 1°30′ = 90′.
L'angle de dépouille n'est pas fixe - il dépend de :
- Profondeur/hauteur de la pièce
- Finition de la surface (brillante ou texturée)
- Rétrécissement des matériaux
- Géométrie du moule (par exemple, contre-dépouilles, inserts)
- Volume de production (les volumes plus élevés tolèrent des tolérances plus étroites)
Principales règles de conception pour les angles de dépouille
- Surfaces brillantes de haute précision → Utilisez une ébauche minimale (par exemple, 0.5°) afin de préserver la précision des dimensions.
- Caractéristiques hautes/profondes → Appliquer des angles de dépouille plus faibles (calculés sur la base du rapport entre la hauteur et la dépouille).
- Matériaux à retrait élevé (par exemple, PP, PE) → Augmenter le tirage (≥1° recommandé).
- Des murs épais → Rétrécissement plus important → Tirant d'air plus important nécessaire (≥1°-1,5°).
- Pièces transparentes (par exemple, PS, PC, ABS) → Évitez les rayures de surface ; utilisez ≥2,5°-3° pour PS, ≥1,5°-2° pour ABS/PC.
- Surfaces texturées (par exemple, grain de cuir, sablage) :
- Projet = 2°-5°, en fonction de la profondeur de la texture.
- Textures plus profondes → tirage plus important.
- Caractéristiques d'emboîtement (p. ex., raccords rapides, fermetures) : Utilisez 1°-3° sur les surfaces d'accouplement.
- Direction du projet:
- Caractéristiques internes (trous): Le tirage se dilate vers l'extérieur (petite extrémité = taille nominale).
- Caractéristiques externes: Le tirage se réduit vers l'intérieur (grande extrémité = taille nominale).
- Tolérance: L'ébauche est généralement exclu des tolérances dimensionnelles, sauf indication contraire.
- Boîtiers pour l'électronique grand public:
- Surfaces cosmétiques extérieures: ≥3°
- Caractéristiques non esthétiques: 1° standard
- Côtes (<3 mm de haut): 0.5°
- Côtes (3-5 mm): 1°
- Côtes (>5 mm): 1.5°
- Renfoncements/cavités: Même chose que pour les côtes.
(Voir les diagrammes de référence ci-dessous pour des indications visuelles).
2. Principes de conception de l'épaisseur des parois
L'épaisseur de la paroi influe sur l'intégrité structurelle, le poids, le coût, le temps de refroidissement et le risque de défaut (par exemple, marques d'enfoncement, vides, déformation). L'épaisseur optimale permet d'équilibrer les performances et la facilité de fabrication.
Lignes directrices générales
- Gamme idéale: 1,0-5,0 mm, le plus souvent 2,0-3,0 mm.
- Épaisseur minimale de la paroi: ≥ 0,4 mm, mais uniquement pour les régions non cosmétiques et de petite superficie (<100 mm²).
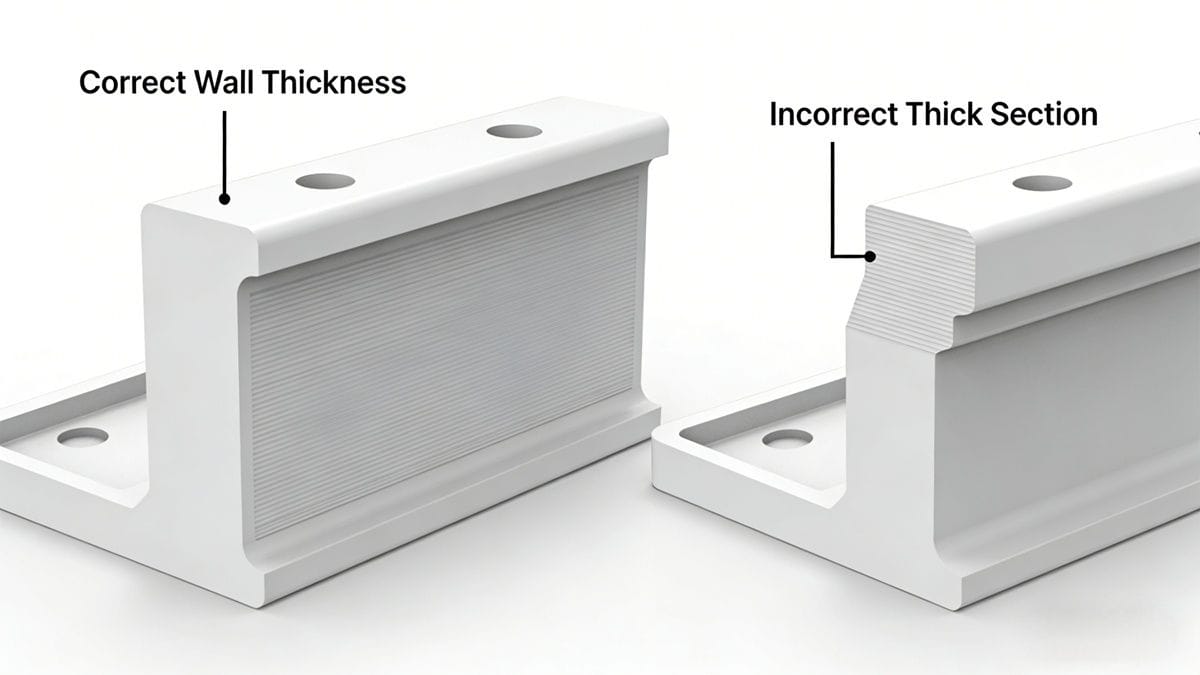
- L'uniformité est essentielle: Évitez les changements brusques (différence >25%) - utilisez des transitions ou des rayons graduels pour éviter la concentration des contraintes et le rétrécissement inégal.
- Évitez les assiettes plates (sauf s'ils sont très petits) - susceptibles de se déformer en l'absence de nervures ou de supports.
Épaisseur de paroi minimale et recommandée en fonction du matériau (mm)
| Matériau | Épaisseur min. Épaisseur | Petites pièces | Pièces moyennes | Grandes pièces |
|---|---|---|---|---|
| Nylon (PA) | 0.45 | 0.76 | 1.50 | 2.40-3.20 |
| Polyéthylène (PE) | 0.60 | 1.25 | 1.60 | 2.40-3.20 |
| Polystyrène (PS) | 0.75 | 1.25 | 1.60 | 3.20-5.40 |
| PS modifié | 0.75 | 1.25 | 1.60 | 3.2-5.4 |
| PMMA (Acrylique) | 0.80 | 1.50 | 2.20 | 4.00-6.50 |
| Polypropylène (PP) | 0.85 | 1.45 | 1.75 | 2.40-3.20 |
| Polycarbonate (PC) | 0.95 | 1.80 | 2.30 | 3.00-4.50 |
| POM (acétal) | 0.80 | 1.40 | 1.60 | 2.40-3.20 |
| PSU | 0.95 | 1.80 | 2.30 | 3.00-4.50 |
| ABS | 0.80 | 1.50 | 2.20 | 2.40-3.20 |
| PC+ABS | 0.75 | 1.50 | 2.20 | 2.40-3.20 |
| PVC (rigide) | 1.15 | 1.60 | 1.80 | 3.2-5.8 |
| PVC (flexible) | 0.85 | 1.25 | 1.50 | 2.4-3.2 |
| Polyamide (général) | 0.45 | 0.75 | 1.50 | 2.4-3.2 |
| PPO (Oxyde de polyphénylène) | 1.20 | 1.75 | 2.50 | 3.5-6.4 |
| Polyéther chloré | 0.90 | 1.35 | 1.80 | 2.5-3.4 |
| Acétate de cellulose | 0.70 | 1.25 | 1.90 | 3.2-4.8 |
| Éthylcellulose | 0.90 | 1.25 | 1.60 | 2.4-3.2 |
| Copolymères acryliques | 0.70 | 0.90 | 2.40 | 3.0-6.0 |
Conseils essentiels pour l'optimisation de l'épaisseur des parois
- Côtes et bosses: Maintenir l'épaisseur de la paroi à ≤50% du mur principal pour éviter les marques d'enfoncement. Ajoutez des filets généreux à la base.
- Évitez les sections épaisses: Les zones localement épaisses provoquent des vides/affaissements ; utilisez plutôt des carottages ou des nervures.
- Prise en compte de la trajectoire du flux: Les parois minces augmentent la résistance à l'écoulement → il peut être nécessaire d'augmenter la pression d'injection ou de modifier la conception de l'obturateur.
- Efficacité du refroidissement: Parois plus épaisses = temps de cycle plus longs. L'épaisseur uniforme améliore l'équilibre thermique.
Conclusion : La conception pour la fabrication (DFM) est gagnante
Des angles de dépouille et des épaisseurs de paroi bien conçus réduisent les révisions d'outillage, les taux de rebut et les retouches après moulage, ce qui permet d'économiser du temps et de l'argent tout au long du cycle de vie du produit.
✅ Conseil de pro: Effectuez toujours une analyse de l'écoulement du moule (par exemple, Autodesk Moldflow, SolidWorks Plastics) dès le début de la conception pour valider la dépouille, l'épaisseur et l'emplacement des portes avant de procéder à l'outillage.
Faites-nous part de vos commentaires : Quel est votre plus grand défi en matière d'angle de dépouille ou d'épaisseur de paroi dans vos projets ? Nous serions ravis de partager nos solutions !


