
Pourquoi choisir les moules en caoutchouc de silicone ?
Moules en caoutchouc de silicone1 comptent parmi les solutions d'outillage rapide les plus accessibles dans le domaine du prototypage. Créés en répliquant les maîtres RP (Rapid Prototyping) avec du silicone liquide, ces moules offrent une élasticité, une précision dimensionnelle et une fidélité de réplication exceptionnelles. Bien que leur durée de vie soit généralement limitée à 10-30 plâtres, Les principaux avantages sont les suivants :
✅ Aucun angle de dépouille n'est nécessaire
✅ Impact minimal sur les dimensions du prototype
✅ Coulée monolithique sans soudure (pas de séparation complexe des moules)
✅ Démoulage facile grâce à une coupe stratégique le long des lignes de séparation

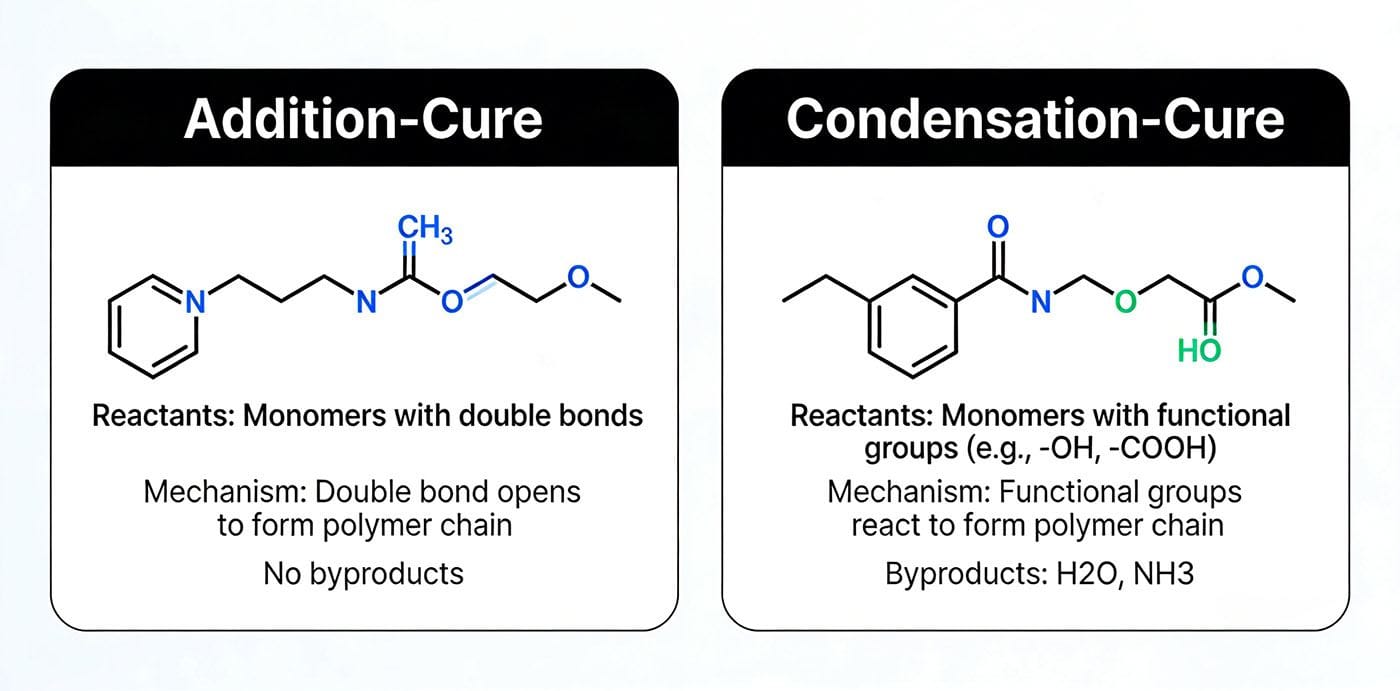
Types de caoutchouc silicone RTV
Vulcanisation à température ambiante (RTV)2 Les systèmes de silicone se répartissent en deux catégories :
| Type | Caractéristiques | Meilleur pour |
|---|---|---|
| Addition-Cure | Catalyse au platine, rétrécissement minimal, inodore | Prototypes très détaillés, applications alimentaires |
| Condensation-Cure3 | Catalyse à l'étain, économique, légère rétraction | Moules à usage général, tolérances non critiques |
Matériaux, ratios et protocole de mélange
Le silicone commercial pour la fabrication de moules est fourni sous forme de système en deux parties:
- Partie A: Polymère de base (composé de silicone pré-pigmenté)
- Partie B: Catalyseur (agent de durcissement sensible à l'humidité)
Guide de mélange de précision (en poids)
| Température ambiante | Rapport A:B | Notes d'ajustement |
|---|---|---|
| 20-25°C (68-77°F) | 100 : 1.5 | État standard |
| <20°C (min 10°C/50°F) | +0.1-0.3 B | Accélération de la polymérisation dans les environnements froids |
| >25°C | -0.1-0.3 B | Réaction lente dans des conditions chaudes |
🔧 Étapes critiques:
- Mélanger soigneusement la partie A avant mesure (empêche le tassement de la charge)
- Utilisez une balance numérique (précision de ±0,1g)
- Mélangez lentement en effectuant des mouvements circulaires pendant 3 à 5 minutes afin de minimiser l'emprisonnement de l'air.
- Travailler immédiatement - la vie en pot commence dès le mélange
Techniques de fabrication des moules
🖼️ Méthode de coulée (œuvres d'art en relief/plates)
- Construisez un cadre de 4 à 6 cm plus grand que le prototype sur tous les côtés.
- Placez le cadre sur une plaque de verre ; centrez le prototype en laissant un espace de 2 à 3 cm.
- Versez lentement le silicone dégazé à partir d'un coin
- Conseil de pro: Insérez un filet de fibre de verre entre les couches pour une meilleure résistance à la traction.
Méthode de brossage (objets 3D complexes)
- Appliquez 2-3 couches fines à l'aide d'un pinceau doux
- Laisser sécher sans adhérence (30-60 minutes) entre les couches.
- Renforcer les contre-dépouilles profondes par des couches supplémentaires
⏳ Chronologie de la cure:
- Prise initiale : ~2 heures à 20°C
- Prêt pour le démoulage complet : 24 heures
7 Précautions non négociables en matière de sécurité et de qualité
- 🔒 Sceller immédiatement le catalyseur: La partie B s'hydrolyse en cas d'exposition à l'humidité - conserver à l'abri de l'air avec un déshydratant
- ⏱️ Ne mélangez que ce dont vous avez besoin: La réaction est irréversible ; gaspillage = coût
- 📏 Ratio Précision = Performance: Excès de catalyseur = moule cassant ; insuffisance = surface collante
- 🌬️ Dégazer avant de verser: La chambre à vide (29 inHg, 2-3 minutes) élimine les microbulles.
- 🧼 Préparation du prototype: Nettoyez le master avec de l'alcool isopropylique ; appliquez de l'eau. minimal démoulage
- 🌡️ Contrôle des conditions ambiantes: Idéal : 22°C ±3°C, <50% humidité
- 🧤 EPI essentiel: Gants en nitrile, protection des yeux, espace de travail ventilé
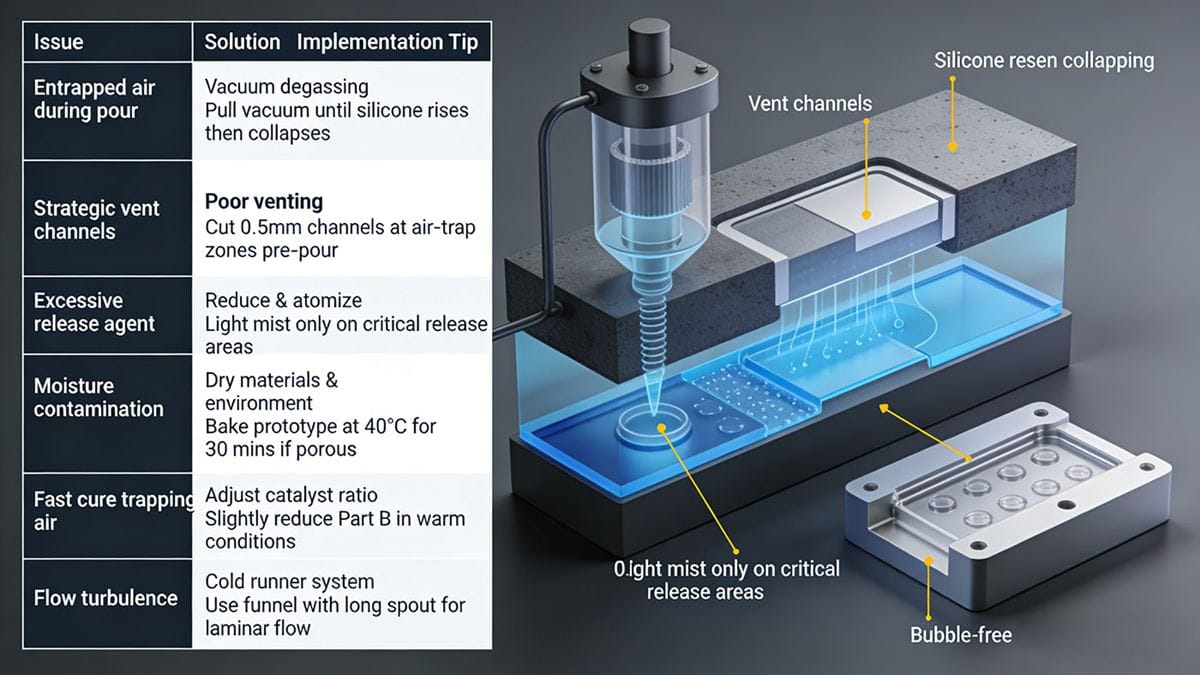
Éliminer les bulles d'air : Des solutions éprouvées
| Enjeu | Solution | Conseil de mise en œuvre |
|---|---|---|
| Air emprisonné pendant la coulée | Dégazage sous vide | Tirez sur le vide jusqu'à ce que le silicone se soulève puis s'affaisse |
| Mauvaise ventilation | Canaux d'évacuation stratégiques | Découpez des canaux de 0,5 mm dans les zones de purge d'air avant la coulée. |
| Excès d'agent de démoulage | Réduire et atomiser | Brouillard léger uniquement sur les zones de dissémination critiques |
| Contamination par l'humidité | Matériaux secs et environnement | Prototype de cuisson à 40°C pendant 30 minutes si le produit est poreux. |
| Durcissement rapide emprisonnant l'air | Ajuster le taux de catalyseur | Réduire légèrement la partie B dans des conditions chaudes |
| Turbulence de l'écoulement | Système de canaux froids | Utilisez un entonnoir avec un long bec pour un écoulement laminaire. |
Recommandations finales pour la réussite
✅ Effectuez toujours un petit lot d'essai avant la production d'un moule complet.
✅ Documentez vos ratios, vos températures et vos résultats pour affiner le processus.
Stocker les moules durcis à plat dans des conteneurs dépoussiérés, à l'abri de la lumière UV.
Pour >30 moulages : Envisagez des alternatives d'outillage en uréthane ou en époxy.
Le moulage en caoutchouc de silicone allie l'art et la précision technique. En maîtrisant la science des matériaux, le contrôle de l'environnement et la technique, vous obtenez une reproduction fiable pour les sculptures, les bijoux, les accessoires et les prototypes fonctionnels.
Découvrez les avantages des moules en caoutchouc de silicone pour le prototypage rapide, notamment l'élasticité et la précision dimensionnelle. ↩
Découvrez les propriétés uniques du silicone RTV et ses meilleures applications dans la fabrication de moules. ↩
Découvrez comment le silicone Condensation-Cure peut être une solution rentable pour les moules à usage général. ↩


