
Pourquoi la conception du système de refroidissement est essentielle dans le moulage par injection
En Moulage par injection1 , Un système de refroidissement du moule conçu de manière optimale n'est pas négociable. Les pièces en plastique doivent se solidifier jusqu'à atteindre une rigidité suffisante avant d'être éjectées. Dans le cas contraire, les contraintes résiduelles ou les forces externes provoquent des déformations, des marques d'enfoncement ou des imprécisions dimensionnelles.
C'est un point essentiel, le temps de refroidissement consomme 70-80% du cycle total de moulage. Un système de refroidissement conçu avec précision permet de réduire les temps de cycle, d'augmenter le rendement, de réduire les coûts énergétiques et d'améliorer la qualité des pièces. À l'inverse, une mauvaise conception du système de refroidissement entraîne :
- Cycles de production prolongés
- Coûts opérationnels plus élevés
- Rétrécissement non uniforme et déformation des pièces
Mécanique de la dissipation thermique : Un aperçu basé sur les données
Des études expérimentales le confirment :
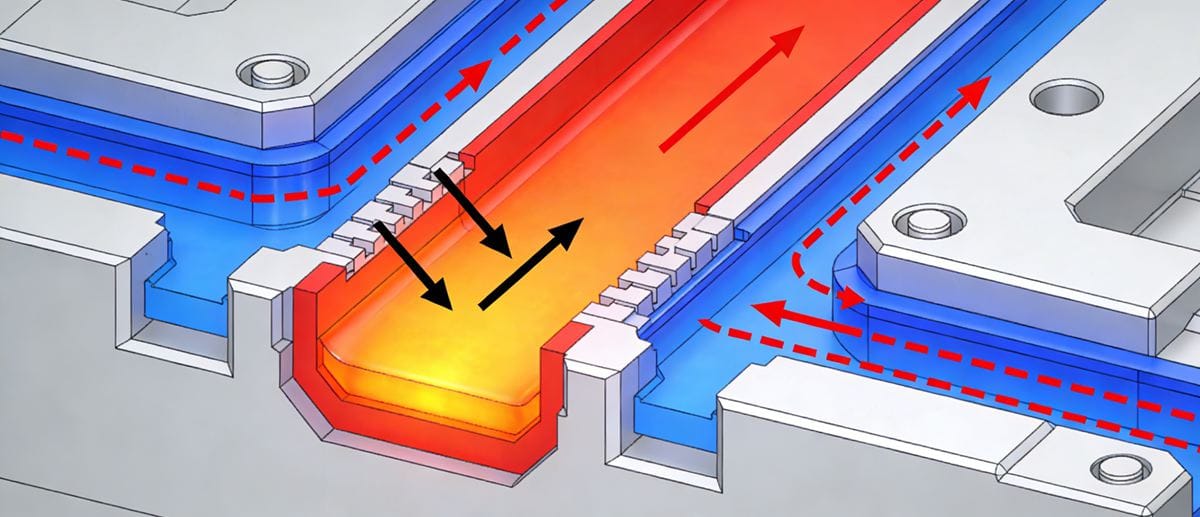
- 🔹 95% des transferts de chaleur du plastique fondu → acier du moule → canaux de refroidissement (par conduction et convection)
- 🔹 5% se dissipe dans l'air ambiant par rayonnement/convection
Le liquide de refroidissement (généralement de l'eau ou un mélange de glycol) absorbe la chaleur via flux turbulent2. La chaleur résiduelle se dissipe progressivement à travers la structure du moule après le cycle.
Rôle du temps de refroidissement dans le cycle de moulage
Le cycle complet de moulage par injection comprend
- Fermeture du moule
- Injection/remplissage
- Emballage/tenue
- Refroidissement (70-80% du temps total)
- Ejection
Les pièces doivent refroidir en dessous de leur Température de déflexion thermique (HDT)3 avant l'éjection pour l'éviter :
- Déformation due à la relaxation des contraintes résiduelles
- Déformation due à la pression de la broche d'éjection
7 Facteurs clés influençant le taux de refroidissement
| Facteur | Impact sur l'efficacité du refroidissement |
|---|---|
| Partie Épaisseur de la paroi | Temps de refroidissement ∝ (épaisseur)². Doublement de l'épaisseur = Refroidissement 4 fois plus long |
| Conductivité du matériau du moule | Les aciers à haute conductivité (par exemple, les inserts en cuivre au béryllium) accélèrent l'extraction de la chaleur. |
| Disposition des canaux de refroidissement | Canaux plus proches de la cavité, diamètre plus grand, densité plus élevée = contrôle thermique supérieur |
| Débit du liquide de refroidissement | L'écoulement turbulent (Re > 4 000) maximise le transfert de chaleur par convection. |
| Propriétés du liquide de refroidissement | Faible viscosité + conductivité thermique élevée + température plus basse = performance optimale |
| Matière plastique | Conductivité thermique élevée (par exemple, nylons chargés) ou faible chaleur spécifique = refroidissement plus rapide |
| Paramètres de traitement | Températures de fusion/moulage plus élevées ou température d'éjection plus basse = besoin de refroidissement plus important |
[Image : Graphique de comparaison - uniforme ou non uniforme disposition des canaux de refroidissement4avec simulation thermique en surimpression. Alt text : "Impact de la conception des canaux de refroidissement : une disposition uniforme empêche le gauchissement des composants en plastique à parois épaisses"].
Règles essentielles de conception des systèmes de refroidissement (liste de contrôle optimisée pour le référencement)
✅ L'uniformité d'abord: Positionnez les canaux de manière symétrique par rapport aux surfaces de la cavité afin d'éviter les gradients thermiques.
✅ La proximité compte: Maintenir une distance de 1-1,5× le diamètre du canal par rapport à la surface de la cavité (par exemple, canal de 12 mm → espacement de 12 à 18 mm).
✅ Normaliser les composants: Utilisez des diamètres de canaux normalisés ISO (par exemple, 8 mm, 10 mm, 12 mm) pour faciliter l'usinage et l'entretien.
✅ Optimisation des flux: Concevez pour un écoulement turbulent ; évitez les zones mortes en plaçant correctement les entrées et les sorties.
✅ Réglage en fonction du matériau: Ajustez la densité des canaux pour les sections épaisses ou les plastiques à haute température (par exemple, PEEK, PSU).
✅ Simulation thermique: Valider la mise en page avec Moldflow® ou des outils IAO similaires avant la fabrication.
✅ Accès à la maintenance: Prévoyez des raccords rapides et des matériaux résistants à la corrosion (par exemple, des conduites en acier inoxydable).
Dernier point à retenir
La maîtrise de la conception du système de refroidissement transforme l'efficacité du moulage. En alignant la géométrie des canaux, la dynamique du liquide de refroidissement, la science des matériaux et la simulation thermique, les fabricants parviennent à.. :
✨ Cycles plus courts
✨ Cohérence accrue des pièces
✨ Réduction des taux de rebut
✨ Réduction durable des coûts
Optimisez votre stratégie de refroidissement des moules dès aujourd'hui, car chaque seconde gagnée sur le refroidissement se multiplie sur des milliers de cycles de production.
Explorez cette ressource pour découvrir les techniques essentielles et les innovations qui améliorent l'efficacité du moulage par injection et la qualité des pièces. ↩
Comprendre comment les écoulements turbulents maximisent le transfert de chaleur et améliorent l'efficacité du refroidissement. ↩
Découvrez comment le HDT affecte la qualité et les performances des pièces pendant le processus de moulage par injection. ↩
Explorez le rôle critique de la conception des canaux dans l'obtention d'un refroidissement uniforme et la prévention des défauts. ↩


