
Les stries de couleur sont l'un des défauts visuels les plus courants chez les personnes âgées. moulage par injection1, en particulier pour les parties colorées avec mélange maître de couleurs. Bien que les mélanges-maîtres offrent une meilleure homogénéité de la couleur, une plus grande pureté et une meilleure performance anti-migration que les poudres de couleur sèches ou les pâtes de couleur liquides, ils souffrent souvent d'une dispersion insuffisante.
En termes simples, le mélange maître de couleur peut ne pas se mélanger uniformément à la résine brute pendant le processus de fusion et de transport. Cette répartition inégale se traduit directement par des différences de couleur, des stries ou des rayures perceptibles sur les pièces moulées finales.
Vous trouverez ci-dessous une analyse professionnelle des principales causes et des solutions efficaces pour éliminer les stries de couleur dans les cheveux. moulage par injection1.
Principales causes des stries de couleur
Les stries de couleur sont principalement dues à :
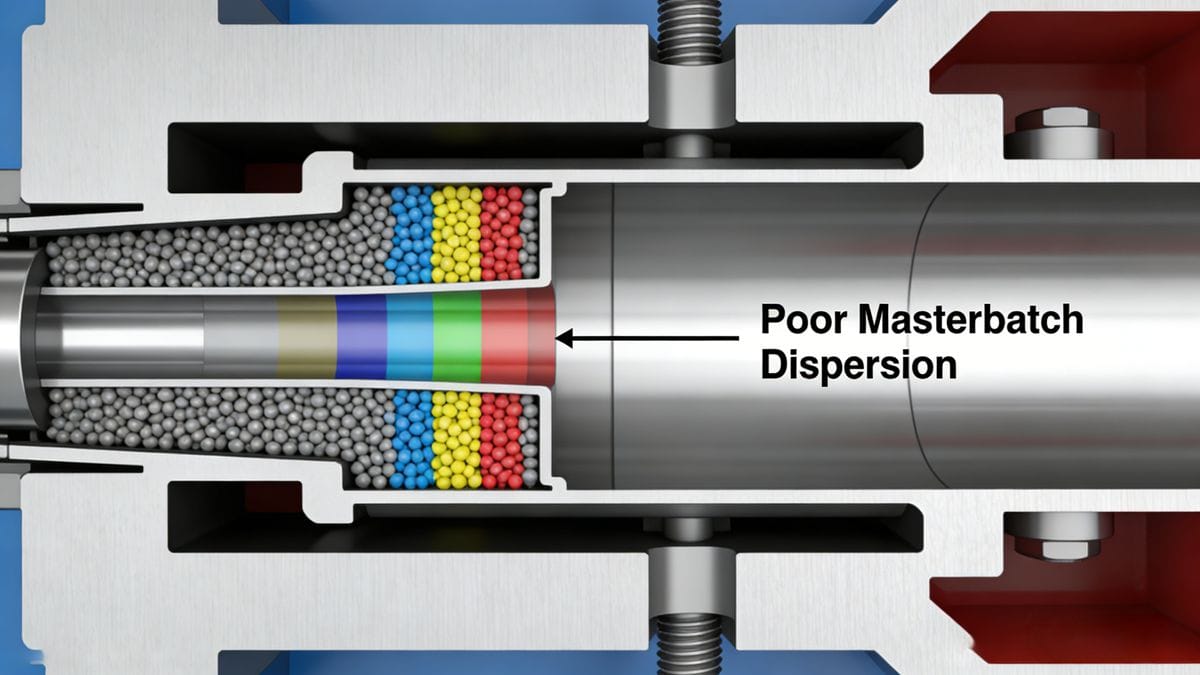
- Mauvaise dispersion du mélange maître de couleur: Le concentré de couleur ne fond pas complètement et ne se mélange pas avec le polymère de base.
- Fusion insuffisante dans la zone d'alimentation: Les basses températures ralentissent la fusion du mélange-maître, ce qui entraîne un mélange inégal.
- Contre-pression et cisaillement insuffisants: La faible force de cisaillement limite l'homogénéisation de la matière fondue.
- Conception déraisonnable des barrières et des couloirs: Une grille inadaptée provoque de faibles turbulences et un écoulement non uniforme.
Des solutions efficaces pour éliminer les traces de couleur
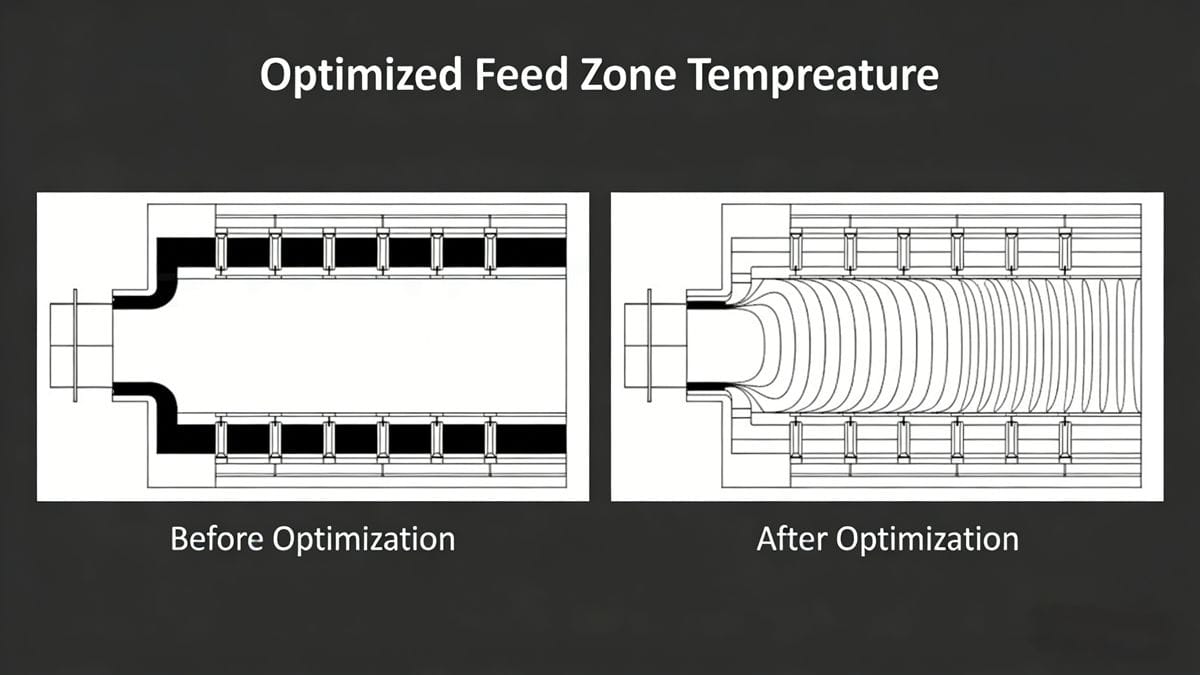
1. Optimiser la température de la zone d'alimentation
Augmentez la température dans la zone d'alimentation, en particulier dans la zone d'alimentation arrière, à un niveau proche ou légèrement supérieur à celui de la zone de fusion. Cela permet au mélange maître de couleur de fondre plus rapidement lorsqu'il entre dans la section de fusion, améliorant ainsi le mélange et l'uniformité de la phase liquide.
2. Augmenter correctement la contre-pression
Avec une vitesse de vis stable, augmentez correctement la contre-pression. Une contre-pression plus élevée augmente la température de fusion et renforce l'action de cisaillement à l'intérieur du cylindre, ce qui améliore considérablement la dispersion du mélange-maître coloré.
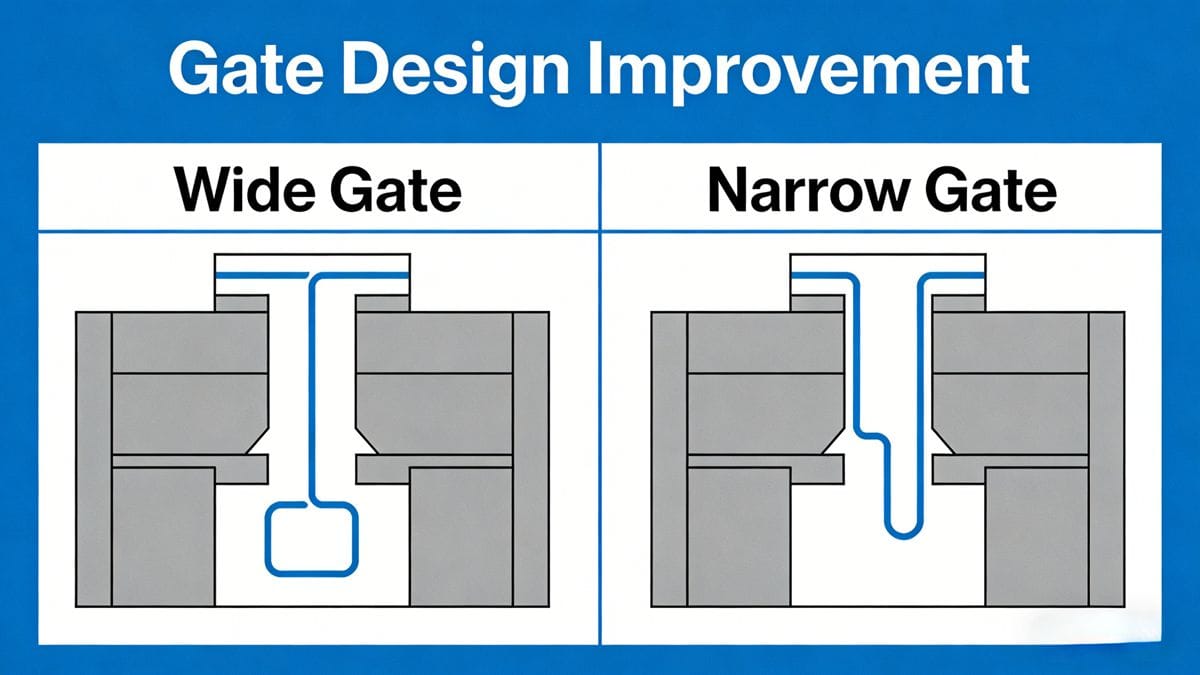
3. Ajustez le système de fermeture des moules
Examinez et modifiez le système de coulée du moule. Une porte trop large entraîne de faibles turbulences, une faible production de chaleur et un écoulement irrégulier de la matière fondue, ce qui est directement à l'origine des stries de couleur. Le rétrécissement de la porte peut améliorer la turbulence de la matière fondue, l'élévation de la température et l'homogénéité de la couleur.
Conclusion
Les stries de couleur dans les produits moulés par injection sont souvent liées à dispersion des matériaux, paramètres de traitement, et conception de moules. En optimisant la température du tonneau, la contre-pression et la structure de la porte, vous pouvez éliminer efficacement les stries de couleur et améliorer la qualité de l'aspect et la stabilité des pièces moulées par injection.
Explorez cette ressource pour découvrir des techniques d'experts qui améliorent la qualité du moulage par injection et minimisent les défauts. ↩


