Einfallstellen an der Oberfläche (auch Schrumpfungshohlräume genannt) sind Vertiefungen, die auf der Oberfläche eines Formteils erscheinen. Sie werden durch die volumetrische Schrumpfung des Kunststoffs während der Abkühlphase verursacht. Da Kunststoff eine schlechte Wärmeleitfähigkeit hat, ist der Abkühlungsprozess komplex, so dass diese Defekte schwer vollständig zu beseitigen sind.
Im Allgemeinen kühlen dickere Abschnitte langsamer ab als dünne Abschnitte, was zu Schrumpfung führt. Wenn die Form außerdem lokale Temperaturschwankungen aufweist, kühlen die heißeren Bereiche langsamer ab und neigen eher zu Einfallstellen.
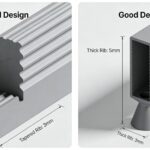
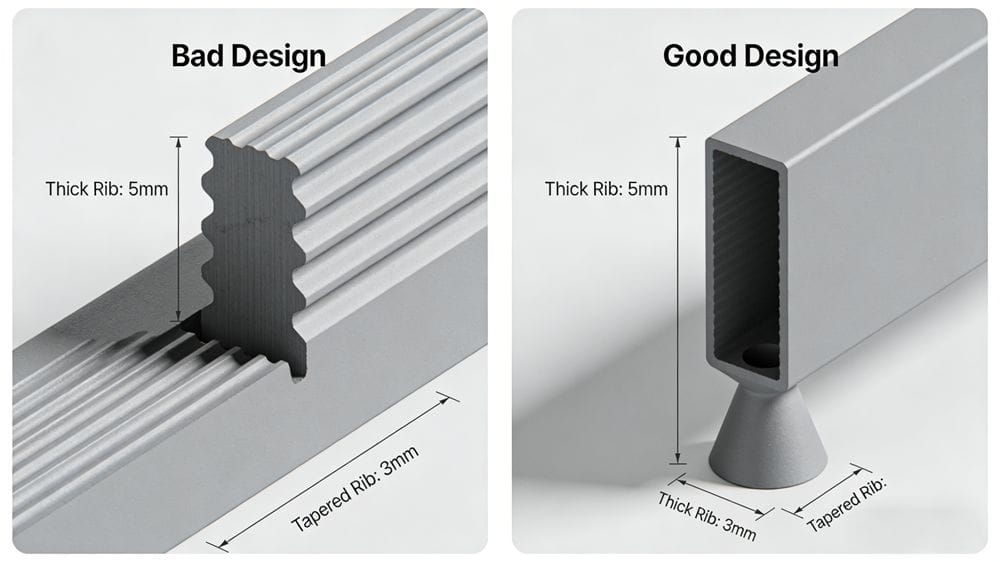
Design-Tipp: Um Einfallstellen zu vermeiden, entwerfen Sie Teile mit gleichmäßiger Wandstärke. Machen Sie Rippen und Vorsprünge dünner, fügen Sie Verrundungen (runde Ecken) hinzu oder verwenden Sie Oberflächentexturen (Maserung/Matt), um kleinere Schrumpfungen optisch zu verbergen.
Hier finden Sie eine detaillierte Analyse der 7 wichtigsten Faktoren, die Einfallstellen verursachen, und wie Sie sie lösen können.
Unzureichende Kompression (Packung)
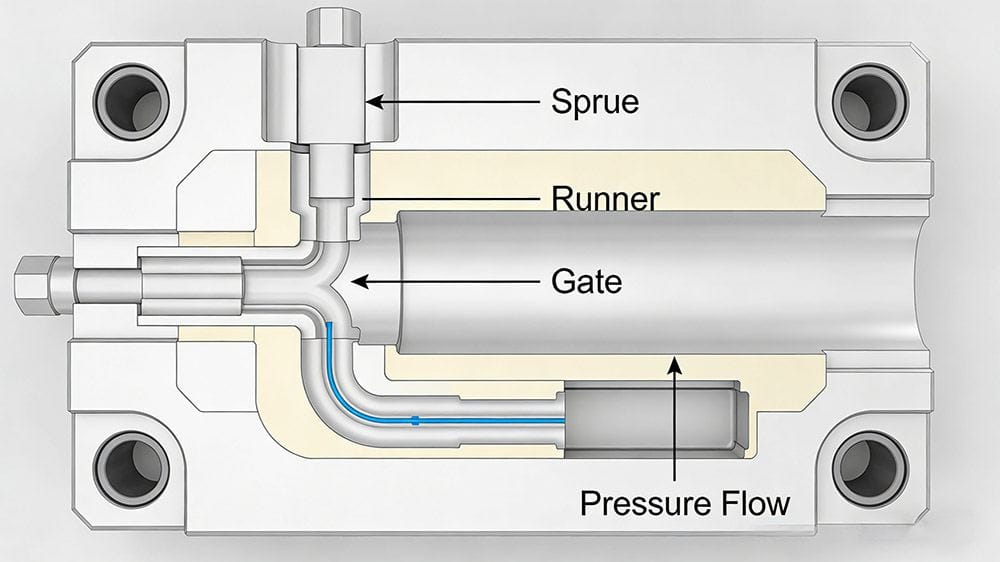
Wenn das Angusssystem (Anguss, Anguss und Anschnitt) im Vergleich zur dicken Teilewand ein geringeres Volumen hat, kann der Einspritzdruck nicht effektiv auf die Schmelze in der Kavität übertragen werden. Dies führt zu einer stärkeren Schrumpfung und größeren Einfallstellen.
Wichtige Themen:
- Kleine Pforten: Wenn der Anschnitt zu klein ist, friert er ab (verfestigt sich), bevor das Teil abkühlt. Selbst bei ausreichender Haltezeit kann der Druck die Schmelze nicht erreichen, was zu einer Schrumpfung führt. Dies ist häufig bei kristallinen Kunststoffen (wie PP, PA) der Fall, die unterschiedliche Schmelzpunkte haben.
- Mold Flash: Wenn die Schließkraft der Form unzureichend ist und sich die Form leicht öffnet (Gratbildung), geht der Druck verloren, was zu Einfallstellen führt.
- Maschinentyp: Schneckenspritzgießmaschinen verwenden einen Rückschlagring (Rückschlagventil). Dies verhindert zwar einen Rückfluss, kann aber im Vergleich zu Kolbenmaschinen manchmal zu mehr Einfallstellen führen, wenn sie nicht richtig kalibriert sind.
✅ Lösungen:
- Vergrößern Sie das Gate: Eine Vergrößerung des Tor-Durchmessers ist sehr effektiv.
- Erhöhen Sie den Druck: Erhöhen Sie den Einspritzdruck und den Nachdruck.
Standort des Tors: Platzieren Sie den Anschnitt in der Nähe der dicksten Stelle des Teils. Wenn Einfallstellen weit vom Anschnitt entfernt erscheinen, liegt das am Druckverlust über den Fließweg.

Falsche Einstellung der Injektionsmenge
Bei Schneckenspritzgießmaschinen müssen Sie eine Kissen von geschmolzenem Kunststoff zwischen dem Schneckenkopf und der Düse am Ende der Einspritzphase.
Das Problem: Wenn das Einspritzvolumen so eingestellt ist, dass die Schnecke genau dann den Boden erreicht (auf den Grenzwert trifft), wenn die Kavität voll ist, wird das Polster null. Die Schnecke kann sich nicht vorwärts bewegen, um Nachdruck auszuüben. Infolgedessen schrumpft der Kunststoff ohne Ausgleich, was zu Einfallstellen führt.
✅ Lösung: Stellen Sie sicher, dass ein Puffer (Kissen) verbleibt. Am Ende der Injektion sollte die Schnecke noch einige Millimeter vorrücken können (typischerweise 3-5 mm je nach Maschinengröße), um den Druck aufrechtzuerhalten.
Sinkspuren auf Arbeitsoberflächen
Manchmal ist eine innere Schrumpfung akzeptabel, aber Einfallstellen auf der "A-Seite" (Erscheinungsseite) sind es nicht.
Die Logik: Die Seite des Teils, die die heißere Formoberfläche berührt, kühlt langsamer ab und zeigt eher Einfallstellen. Die kühlere Seite erstarrt schneller und lässt sich nicht so leicht eindrücken.
✅ Lösung:
- Steuerung der Kühlung: Kühlen Sie die Seite, an der sich Einfallstellen befinden, intensiv nicht erlaubt.
- Temperaturdifferenz: Umgekehrt erwärmen Sie die Seite, auf der Einfallstellen erlaubt sind (die nicht sichtbare Seite), um die Schrumpfung auf diesen Bereich zu lenken.

Ungleichmäßige Kühlung (Variation der Wanddicke)
Wenn ein Teil eine ungleichmäßige Wandstärke hat, kühlen die dicken Abschnitte viel langsamer ab als die dünnen Abschnitte, was zu Einfallstellen in den dicken Bereichen führt.
✅ Design-Lösungen:
- Einheitlichkeit: Halten Sie die Wandstärke so gleichmäßig wie möglich.
- Entkernen: Wenn ein Aufsatz (zylindrischer Vorsprung) dick sein muss, hohlen Sie ihn in der Mitte aus, um die Masse zu reduzieren.
- Verstärkung: Verwenden Sie Rippen, anstatt einen Aufsatz zu verdicken, um ihn zu verstärken.
✅ Prozesslösung: Wenn es nicht auf Präzision ankommt, können Sie das Teil auswerfen, während der Kern noch weich ist (aber die Haut fest ist) und es an der Luft oder in warmem Wasser abkühlen lassen. Dadurch entsteht eine allmähliche, weniger sichtbare Vertiefung anstelle eines scharfen Defekts.
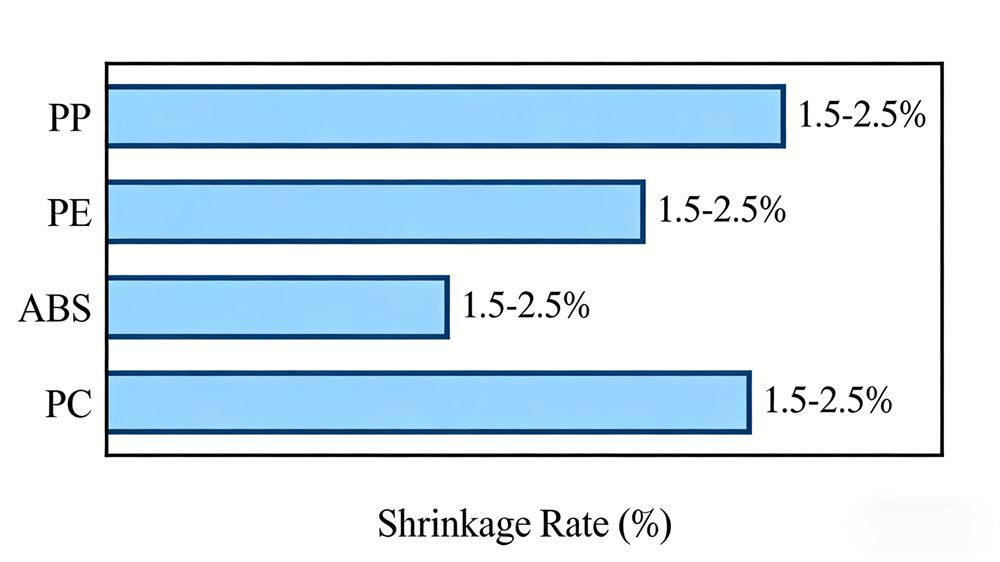
Übermäßige Schrumpfungsrate (Materialauswahl)
Der Wärmeausdehnungskoeffizient des Kunststoffs selbst ist ein wichtiger Faktor.
Materialvergleich:
- PE (Polyethylen): Schrumpfung ~2,0% - 5,0% (hohes Risiko)
- PP (Polypropylen): Schrumpfung ~1,0% - 2,0% (hohes Risiko)
- PS (Polystyrol): Schrumpfung ~0.2% - 0.6% (Geringeres Risiko)
Kristalline Kunststoffe (PP, HDPE, POM) weisen einen erheblichen Dichteunterschied zwischen ihrem festen und ihrem geschmolzenen Zustand auf, so dass Einfallstellen nur schwer zu vermeiden sind.
✅ Lösungen:
- Wesentliche Änderung: Wechseln Sie zu einem amorphen Copolymer (wie ABS oder PC), das weniger schrumpft.
- Füllstoffe: Verwenden Sie mit anorganischen Materialien gefüllte Kunststoffe wie Glasfaser oder Talkum. Diese Füllstoffe reduzieren die Schrumpfungsrate insgesamt.
- Verarbeitung: Eine Senkung der Schmelztemperatur kann helfen, sofern der Druck hoch genug ist, um die Form zu füllen.
Langsame Oberflächenverfestigung
Einfallstellen in dicken Bereichen entstehen, weil die Oberflächenschicht keine starke "Haut" gebildet hat, bevor der Kern schrumpft. Der schrumpfende Kern zieht die weiche Oberfläche nach innen.
✅ Lösungen:
- Verdicken Sie die Haut: Senken Sie die Formtemperatur und die Schmelztemperatur. Dadurch erstarrt die Oberfläche schneller und die Schrumpfung wird zu einer inneren Vakuumlücke (Blase) und nicht zu einer Delle auf der Oberfläche.
- Fließgeschwindigkeit: Verringern Sie die Geschwindigkeit der Schmelze, wenn sie dicke Abschnitte durchläuft.
- Zusatzstoffe: Die Zugabe eines Schaumbildners kann manchmal die Schrumpfung ausgleichen.
Anpassungen des Formdesigns
Wenn Prozessanpassungen fehlschlagen, muss die Formgeometrie möglicherweise geändert werden.
Modifikationen:
- Überlaufbrunnen hinzufügen: Fügen Sie an der Stelle des Einfallstempels einen Überlaufstreifen ein, um die Schrumpfung von der kosmetischen Oberfläche wegzuleiten (siehe Konzept in Abb. A).
- Verbreitern Sie die Fließwege: Wenn der Materialweg zu einem dicken Bereich schmal ist, verbreitern Sie ihn, um sicherzustellen, dass der Druck diese Stelle erreicht (siehe Konzept in Abb. B).
- Rippen-Design: Vermeiden Sie große Dickenunterschiede. Machen Sie die Rippen kürzer oder verwenden Sie ein "Hundeknochen"-Design, um die Masse an der Kreuzung zu reduzieren (siehe Konzept in Abb. C).
Zusammenfassung: Fehlersuchmatrix
| Faktor | Mögliche Ursache | Schnelle Lösung |
|---|---|---|
| Maschine | Keine Polsterung / Schraube geht nach unten | Schussgröße anpassen, um Puffer zu verlassen |
| Prozess | Niedriger Haltedruck | Haltedruck & Zeit erhöhen |
| Schimmelpilz | Tor zu klein oder eingefroren | Tor-Durchmesser vergrößern |
| Material | Hohe Schrumpfung (z.B. PP) | Wechseln Sie zur Sorte mit Glasfüllung |
| Entwurf | Starke Wände / Rippen | Entkernen Sie dicke Abschnitte |
Ich hoffe, dieser Leitfaden hilft Ihnen, Ihre Qualitätsprobleme beim Spritzgießen zu lösen! Vergessen Sie nicht, diesen Beitrag mit Ihrem Produktionsteam zu teilen.