
Einführung
Die Plastifiziereinheit ist das Herzstück Ihres Spritzgießen1 Maschine, die für das Schmelzen, Homogenisieren und die konsistente Lieferung von geschmolzenem Polymer verantwortlich ist. Selbst kleine Fehler können zu Produktionsverzögerungen, defekten Teilen oder kostspieligen Ausfallzeiten führen. Dieser technisch präzise Leitfaden enthält folgende Details 16 häufig Ausfälle der Plastifiziereinheit2, deren Ursachen und umsetzbare Reparaturprotokolle. Diese Ressource wurde für Ingenieure, Techniker und Wartungsteams entwickelt und entspricht den ISO-Wartungsstandards und unterstützt ein proaktives Maschinenmanagement. Setzen Sie ein Lesezeichen für diese Seite, damit Sie sie vor Ort schnell wiederfinden!
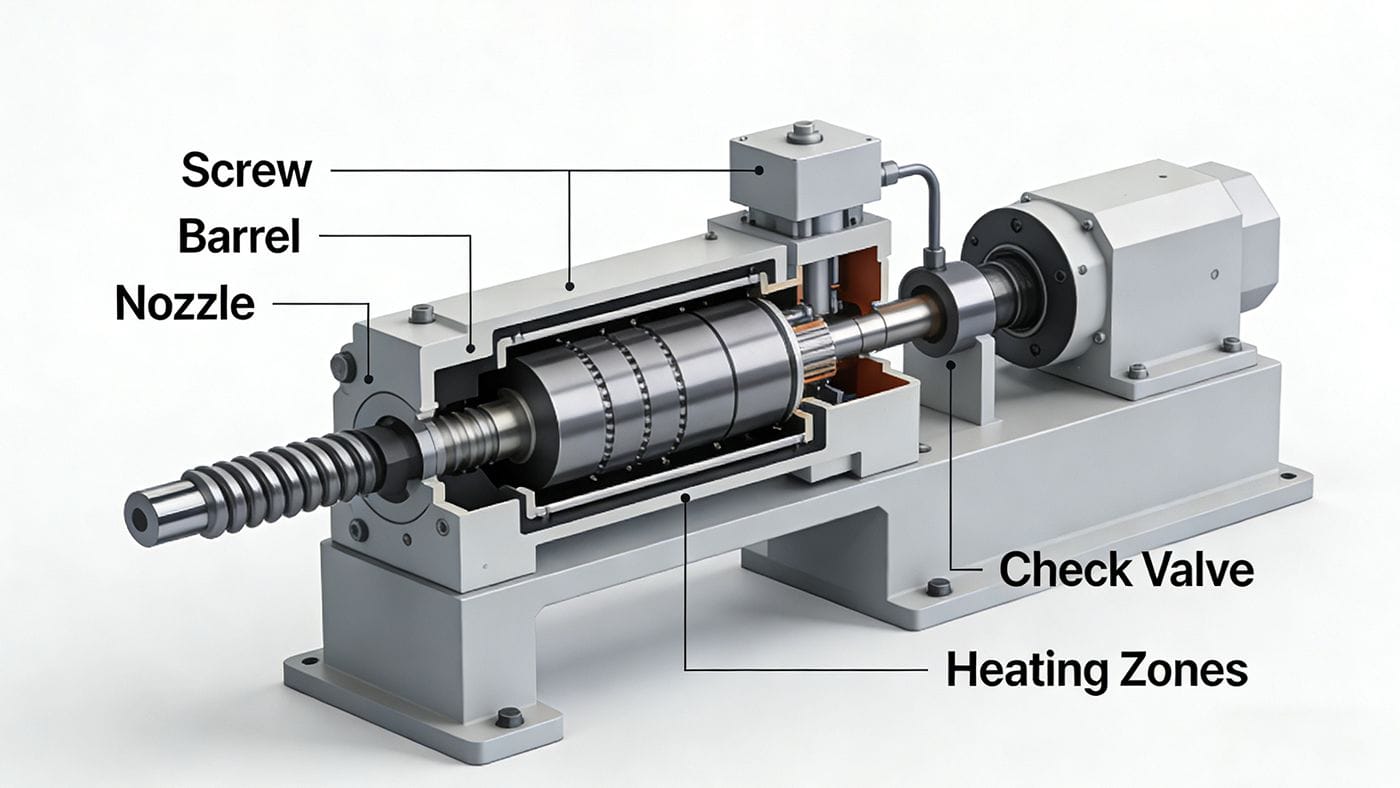
Versagen der Injektion (kein Materialauswurf)
- Verstopfte Düse: Prüfen Sie auf Verstopfungen; reinigen oder ersetzen Sie die Düse.
- Gebrochenes Rückschlagventil: Demontieren Sie den Flansch; ersetzen Sie das Rückschlagventil, wenn es gerissen ist.
- Festes Wegeventil: Prüfen Sie die 24V-Versorgung und den Spulenwiderstand (15-20Ω). Wenn die Elektrik in Ordnung ist, reinigen oder ersetzen Sie das Ventil.
- Gebrochene Einspritzkolbenstange: Lösen Sie die Sicherungsmutter; untersuchen Sie die Stange und ersetzen Sie sie, wenn sie gebrochen ist.
- Niedrige Lauftemperatur: Stellen Sie sicher, dass die tatsächliche Temperatur dem Schmelzpunkt des Materials entspricht; kalibrieren Sie die Heizeinstellungen neu.
- Verschlissene Kolbendichtung: Prüfen Sie die Unversehrtheit der Dichtung; ersetzen Sie die Dichtung sofort.

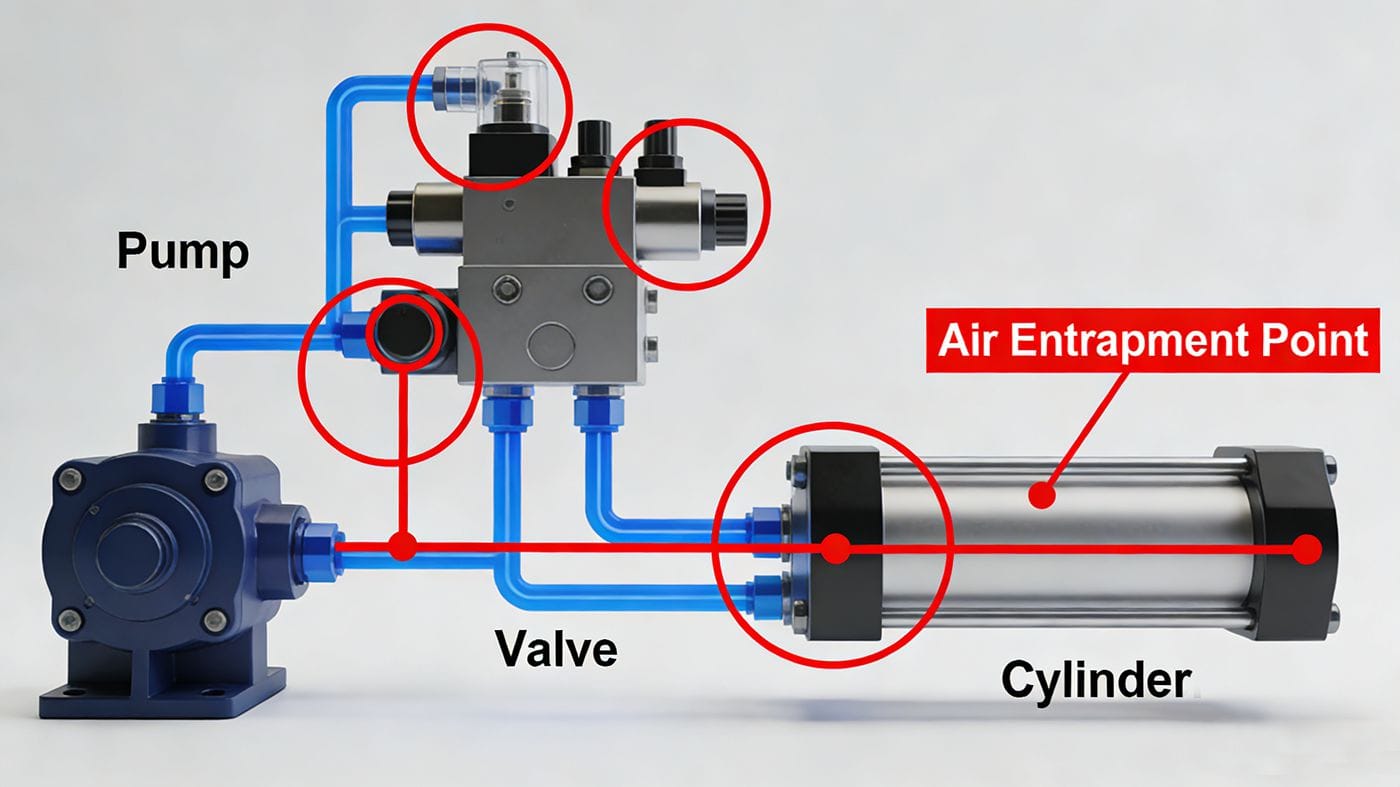
Lautes Geräusch beim Start der Einspritzung
- Reduzieren Sie die anfängliche Einspritzgeschwindigkeit über die Einstellung des Durchflussregelventils.
- Entlüften Sie den Hydraulikkreislauf; achten Sie auf Vibrationen während des Betriebs.
Laute Geräusche beim Übergang von der Injektion zur Plastifizierung
- Optimieren Sie die Übergangsgeschwindigkeit zwischen den Stufen.
- Passen Sie die Einspritzstufen an, erhöhen Sie den Nachdruck oder fügen Sie eine Verzögerungszeit für die Plastifizierung hinzu.
Inkonsistentes Schussvolumen
- Verschlissene Zylinderdichtungen: Überwachen Sie die Druckstabilität; ersetzen Sie die Dichtungen.
- Verschlissenes Rückschlagventil/Ring: Führen Sie einen Dual-Shot-Test durch; ersetzen Sie den kompletten Rückschlagventilsatz.
- Abnutzung des Fasses: Führen Sie einen Doppeldüsentest durch; inspizieren Sie den Zylinder von innen; ersetzen Sie ihn, wenn er verkratzt ist.
Keine Injektion im halbautomatischen Modus
- Vergewissern Sie sich, dass die Einspritzeinheit vollständig ausgefahren ist (Endschalterstatus).
- Überprüfen Sie die Kontinuität der Verdrahtung und die Funktion der Endschalter.
- Rekalibrieren Sie die Nullposition des linearen Messwertaufnehmers (elektronische Skala) bei vollständiger Schließung der Form.
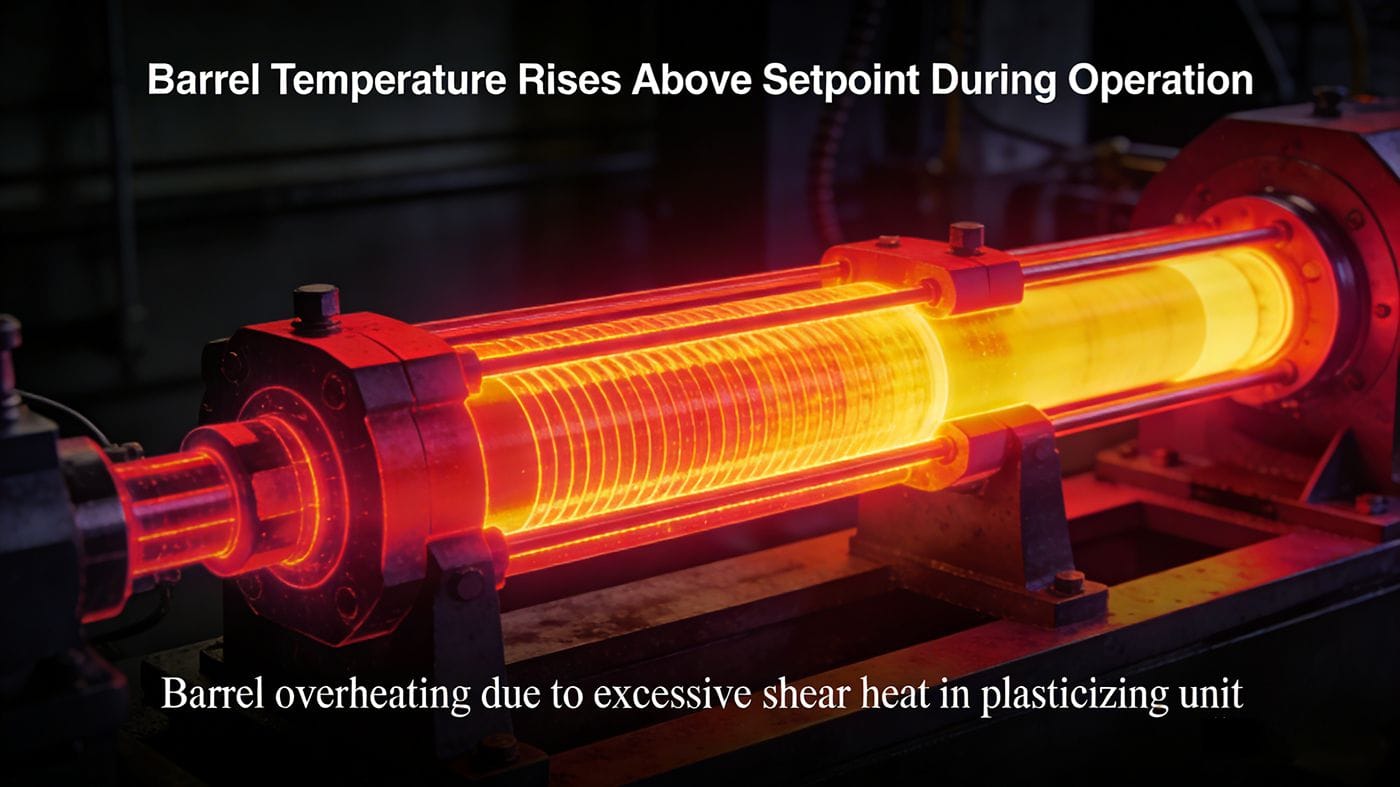
Die Temperatur im Fass steigt während des Betriebs über den Sollwert
- Reduzieren Sie die Schraubendrehzahl (überprüfen Sie dies mit einem Drehzahlmesser).
- Senken Sie den Gegendruck; überwachen Sie die Produktqualität und den Messwert.
- Untersuchen Sie die Schraube/den Zylinder auf abnormale Reibung oder Verschleiß.
- Überprüfen Sie das Temperaturprofil - vermeiden Sie übermäßige Scherhitze (senken Sie bei Bedarf die Temperaturen in der vorderen und mittleren Zone).
- Bestätigen Sie die Eignung des Materials und die Funktionalität des Heizbands.
Abnormale Schneckengeräusche beim Plastifizieren
- Bauen Sie die Antriebswelle wieder ein, wenn sie falsch ausgerichtet ist.
- Ersetzen Sie das beschädigte Axiallager.
- Prüfen Sie die Schraube auf Verbiegung (verwenden Sie eine Messuhr; ≤0,05mm Rundlauf akzeptabel).
- Reinigen Sie die Schneckengänge von Metallresten.
Schraube lässt sich nicht drehen3 (Keine Plastifizierung)
- Ersetzen Sie ein verbranntes Lager oder eine gebrochene Antriebswelle.
- Entfernen Sie Metallspäne von der Schnittstelle zwischen Schraube und Zylinder.
- Prüfen Sie die Beweglichkeit des Magnetventilkerns; reinigen oder ersetzen Sie ihn.
- Diagnose des Plastifiziermotors (elektrisch/mechanisch); Reparatur oder Austausch.
- Prüfen Sie die Heizbänder (Multimetertest) und die Dichtigkeit der Stecker (Überprüfung der 24V-Versorgung).
Unverstellbarer Gegendruck
- Führen Sie den Materialzufuhrtest durch, während Sie den Gegendruck erhöhen.
- Wenn sich die Schraube abnormal zurückzieht, reinigen oder ersetzen Sie das Rückschlagventil.
Schwarze Flecken im Endprodukt
- Reinigen Sie die Schnecke/den Zylinder gründlich (Spülprotokoll).
- Prüfen Sie Trichter, Trockner und Zufuhr auf Verunreinigungen; polieren Sie das Innere des Fasses.
- Ersetzen Sie die korrodierte Rückschlagventilbaugruppe, den Flansch oder die Düse.
- Überprüfen Sie die Reinheit des Rohmaterials.
- Verringern Sie die Temperatur im Fass und den Gegendruck, um die Degradation zu minimieren.
Schlechte Farbmischung
- Prüfen Sie die Qualität und Kompatibilität der Farbstoffe.
- Erhöhen Sie die Trommeltemperatur auf die Materialspezifikation.
- Erhöhen Sie den Gegendruck und schrauben Sie die Drehzahl hoch.
- Verlängern Sie die Vormischzeit oder installieren Sie einen Mischkopf (Typ Maddock).
Kein Rückzug (Dekompression) Aktion
- Verringern Sie den Gegendruck.
- Prüfen Sie die Verdrahtung zum Rücksaug-Magnetventil.
- Prüfen Sie die Beweglichkeit des Ventileinsatzes manuell mit einem Sechskantschlüssel; reinigen Sie ihn, falls er schwergängig ist.
Vibrationen des Motorgehäuses beim Plastifizieren4
- Ersetzen Sie das verschlissene Axiallager.
- Stellen Sie das Schräglagerspiel ein.
- Überprüfen Sie die Geradheit der Schraube und die Ausrichtung der Führungsstange.
- Ersetzen Sie verschlissene Kupferbuchsen an der hinteren Platte; ziehen Sie die Befestigungsschrauben fest.
Doppelter Injektionshub
- Vergrößern Sie die Düsenöffnung, wenn der Durchflusswiderstand zu groß ist.
- Testen Sie das Düsenheizband; ersetzen Sie es, wenn es defekt ist.
- Überprüfen Sie die Stabilität des Druck-/Durchflusssignals vom Controller.
Ursachen für Schraubenfrakturen
- Synchronisieren Sie die Bewegung des Injektionswagens (±0,05 mm Toleranz).
- Synchronisierung der Einspritzzylinder.
- Passen Sie das Schneckendesign an die Materialeigenschaften an (L/D-Verhältnis, Kompression).
- Drehen Sie die Schraube niemals vor Erreichen der vollen Schmelztemperatur.
- Bestätigen Sie die Funktion der Heizung und des Kaltstartschutzes.
Fehler bei der Anpassung der Form
- Nivellieren Sie die Maschinenbasis neu und überprüfen Sie die Plattenparallelität (verwenden Sie eine Präzisionswasserwaage und einen Winkel).
- Stellen Sie das Spiel zwischen Druckplatte und Einstellmutter ein (≤0,05mm per Fühlerlehre).
- Ersetzen Sie die festgefressene oder überhitzte Einstellmutter (prüfen Sie auf Metallpartikel).
- Überprüfen Sie die oberen/unteren Stützplatten und die Sicherungsmuttern.
- Testen Sie den Signalausgang der E/A-Platine; reparieren Sie die Elektronik, falls sie fehlerhaft ist.
- Reinigen Sie den festsitzenden Kern des Formeinstellventils.
- Hydraulischen Verstellmotor diagnostizieren/ersetzen.
Profi-Pflegehinweise für Langlebigkeit
✅ Führen Sie wöchentlich visuelle Inspektionen von Dichtungen, Heizungen und Ventilen durch.
✅ Protokollieren Sie Temperaturprofile und Drucktrends für eine vorausschauende Analyse
✅ Verwenden Sie bei Umstellungen materialspezifische Spülmittel
✅ Trainieren Sie die Bediener in der Früherkennung von Symptomen (Lärm, Vibration, Verfärbung)
Planen Sie die vierteljährliche Kalibrierung von Sensoren, Messwertgebern und Hydraulikventilen.

Nutzen Sie diese Ressource, um Ihr Verständnis für Spritzgießtechniken zu verbessern und die Produktionseffizienz zu steigern. ↩
Wenn Sie diese Fehler verstehen, können Sie kostspielige Ausfallzeiten vermeiden und die Produktionseffizienz verbessern. ↩
Wenn Sie dieses Problem verstehen, können Sie eine effektive Fehlerbehebung durchführen und die Leistung Ihrer Maschine aufrechterhalten. ↩
Wenn Sie die Ursachen für Vibrationen verstehen, können Sie die Stabilität Ihrer Maschinen erhalten und die Lebensdauer Ihrer Geräte verlängern. ↩


