
Warpage, bending, and twisting are among the most common defects in plastic injection molding . These issues not only affect the aesthetics of the part but can also compromise its structural integrity and assembly. In this guide, we will explore the root causes of injection molding warpage and provide actionable solutions to prevent and correct them.
1. Insufficient or Uneven Cooling
One of the primary causes of deformation is ejecting the part before it has fully cooled and hardened. The force from the ejector pins can easily deform a part that hasn't reached sufficient rigidity.
Prevention & Solutions:
- Extend Cooling Time: Ensure the part is fully hardened within the mold cavity before ejection.
- Lower Mold Temperature: Reducing the temperature can speed up the hardening process.
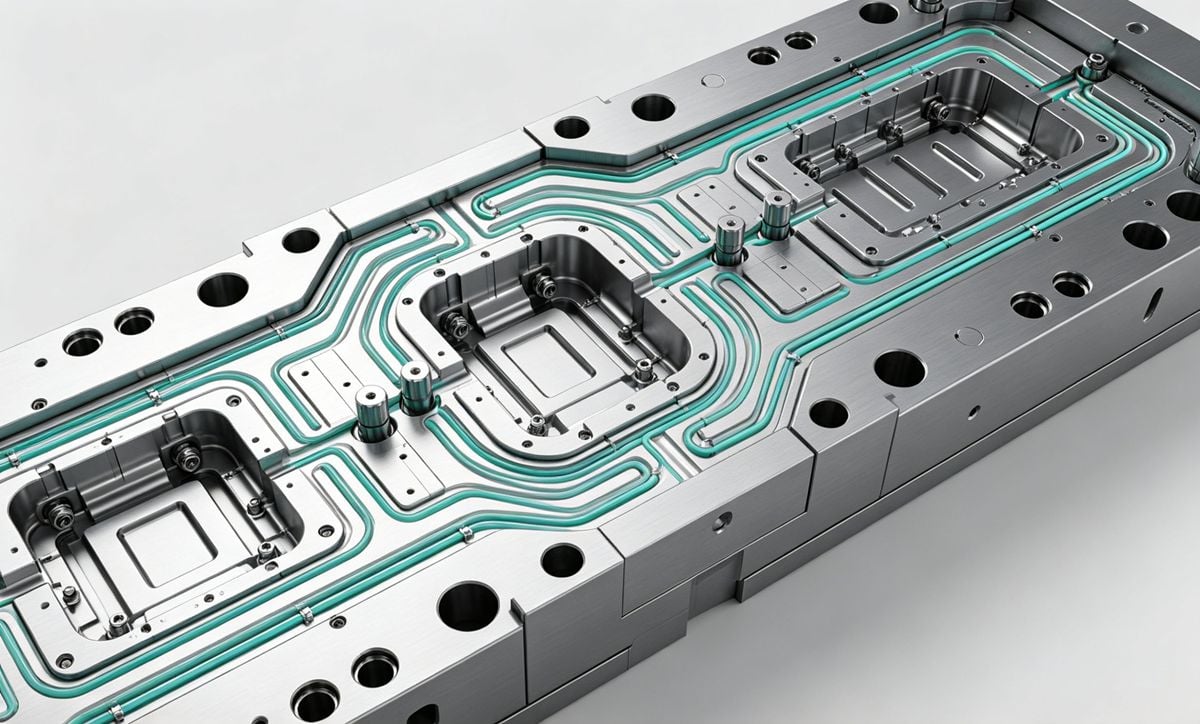
- Optimize Cooling Channels: If local cooling is insufficient, consider redesigning the water path, adjusting the position of cooling channels, or adding baffles/bubblers.
- Alternative Cooling: In some cases, air cooling might be more effective than water cooling for specific geometries.
2. Ejection System Issues
Poor ejection design can force a part out, leading to deformation. For brittle materials, this might cause cracks; for materials like ABS and Polystyrene (PS), it often manifests as "stress whitening" at the push-pin locations.
Prevention & Solutions:
- Improve Mold Polishing: A smoother mold surface reduces friction and improves ejection.
- Use Release Agents: Applying mold release agents can assist in smooth demolding.
- Optimize Ejection Design: The most fundamental fix involves polishing the core to reduce drag, increasing the draft angle, or adding more ejector pins in difficult-to-release areas. Changing the ejection method is often critical.
3. Deformation Caused by Molding Strain
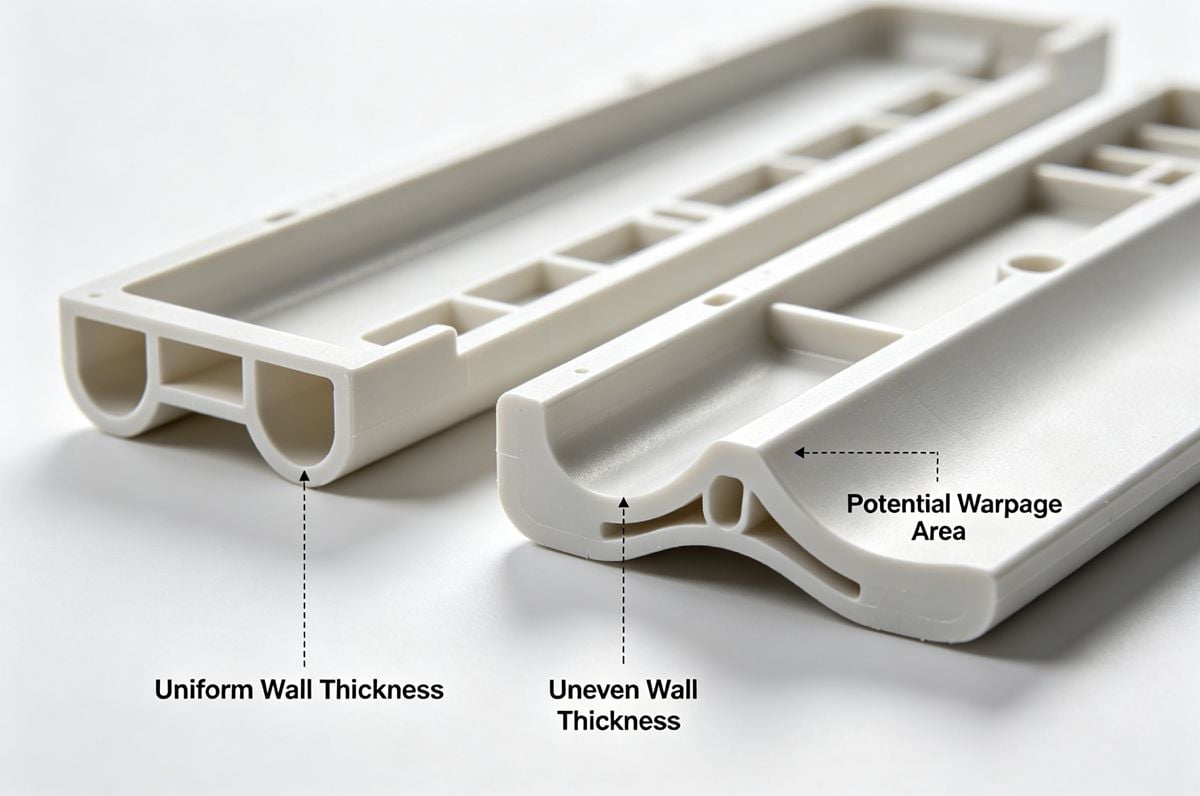
Molding strain is largely caused by differential shrinkage in different directions and variations in wall thickness.
Prevention & Solutions:
- Adjust Process Parameters: Increasing mold and melt temperatures, lowering injection pressure, and improving flow conditions can reduce directional shrinkage differences.
- Modify Gate Design: Changing the location and number of gates (e.g., gating a long rod part from one end) can balance the flow.
- Redesign Part Geometry: Ensure uniform wall thickness whenever possible. For thin, long parts, adding ribs to the convex side can increase stiffness.
- Mold Correction: As a last resort, measure the deformation and intentionally machine the mold in the opposite direction to compensate for the predicted warpage.
4. Characteristics of Crystalline Plastics
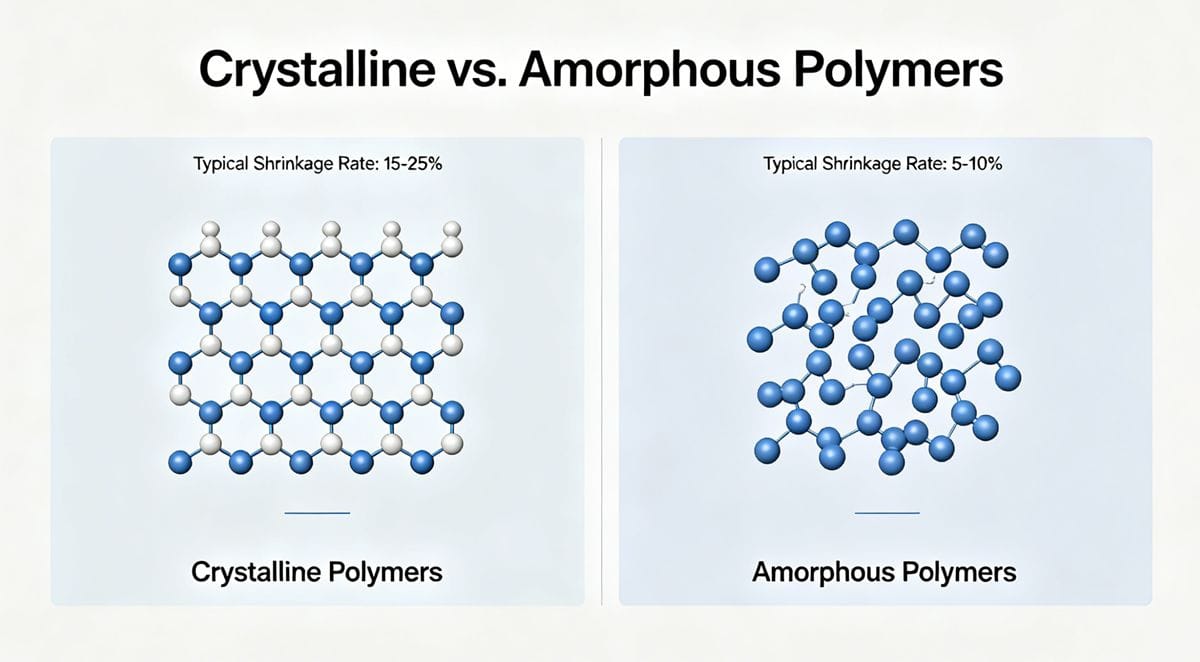
Resins with high shrinkage rates—typically crystalline resins (e.g., POM, Nylon, PP, PE, PET)—are more prone to warpage than amorphous resins (e.g., PMMA, PC, PS, ABS). Additionally, glass-fiber-reinforced resins often warp due to fiber orientation.
Because crystalline plastics have a narrow melting point range, they are difficult to correct once warped. Their crystallinity (and thus shrinkage) changes with cooling speed:
- Rapid Cooling: Lower crystallinity, reduced shrinkage.
- Slow Cooling: Higher crystallinity, increased shrinkage.
The Differential Temperature Method: A specialized technique involves creating a temperature difference between the moving (ejector) and stationary sides of the mold. By intentionally warping the part in the opposite direction during molding (using a temperature difference of up to 20℃ or more), you can counteract the natural warpage tendency.
5. Methods for Correcting Warped Parts
If parts are already molded and warped, there are post-processing methods to straighten them.
Correction Techniques:
- Mechanical Weighting: Place the warped part on a fixture and apply weights to the raised areas. The weight and position must be carefully calculated.
- Thermal Straightening: Submerge the part in hot water (near the material's heat deflection temperature) and manually straighten it using a jig.
- Warning: Do not let the water temperature get too high, or the part may deform further. Ensure the process leaves no blemishes or water spots on the finished product.
Conclusion Preventing warpage requires a holistic approach, combining proper material selection, optimized mold design (cooling and ejection), and precise processing parameters. By understanding the specific behavior of your plastic resin, you can significantly reduce defects and improve production efficiency.



