
Silver streaks, often referred to as splay marks or "material flowers" in the industry, are one of the most common surface defects in injection molding. These defects not only compromise the aesthetic appeal of plastic parts but can also indicate underlying issues in the manufacturing process that may affect structural integrity.
Whether you are dealing with degradation streaks1 or moisture-induced splay, understanding the root cause is the first step toward a solution. This guide breaks down the causes and provides actionable improvement methods across equipment, mold design, processing parameters, raw materials, and part design.
Understanding the Root Causes: Volatiles and Gases
Fundamentally, all silver streaks are caused by volatiles ejected from the front of the melt flow.
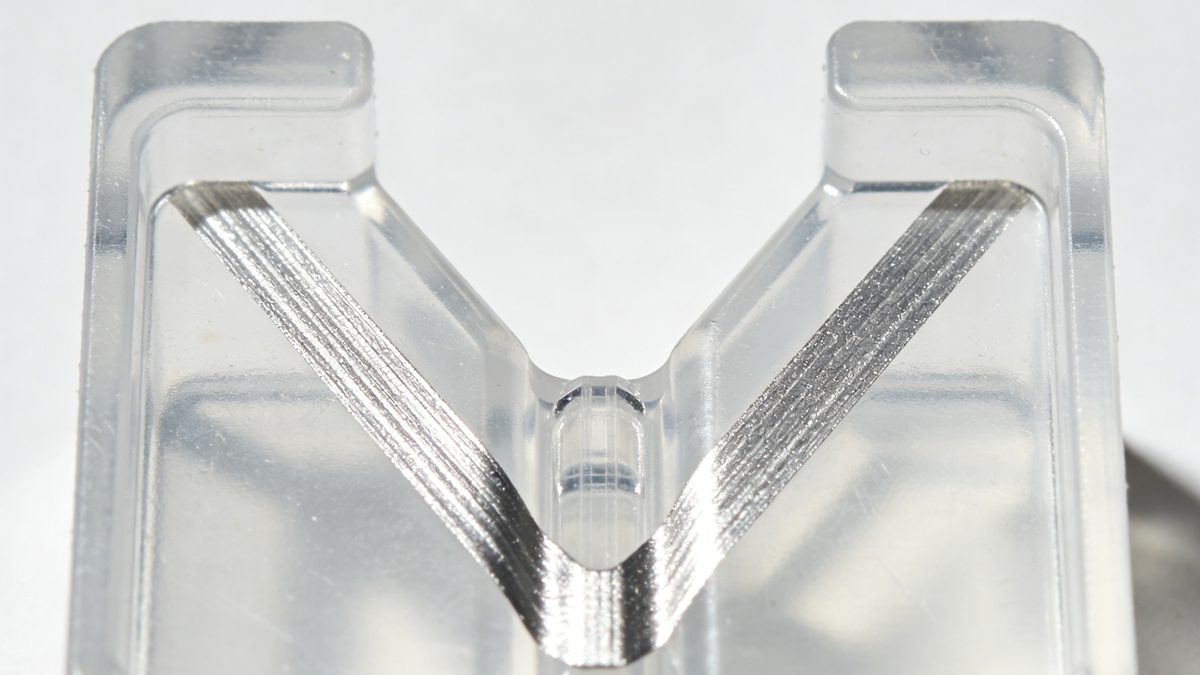
- Degradation Streaks: Occur when thermoplastic plastics partially degrade due to heat. Gas decomposition forms tiny bubbles that leave traces on the surface, typically arranged in a "V" shape, with the (tip) facing away from the gate center.
- Moisture Streaks: Caused by excessive moisture content in the raw material. As water vaporizes, it creates bubbles that burst on the surface. This is particularly common in hygroscopic resins like Polyamide (PA/Nylon) and Polycarbonate (PC). If these gases cannot be fully exhausted, they form visible splay marks.
During the filling process, gas interference leads to streaks, micro-bubbles on the surface, or voids in thick walls. These gases originate from moisture, volatile substances, excessive lubricants, thermal degradation due to high temperatures, or poor venting.
Equipment-Related Solutions
Sometimes the machine itself is the culprit. Check the following hardware conditions:
- Nozzle Diameter: A nozzle hole that is too small can cause excessive shear heat.
- Drooling or Stringing: Material drooling or (stringing) at the nozzle indicates temperature or pressure issues.
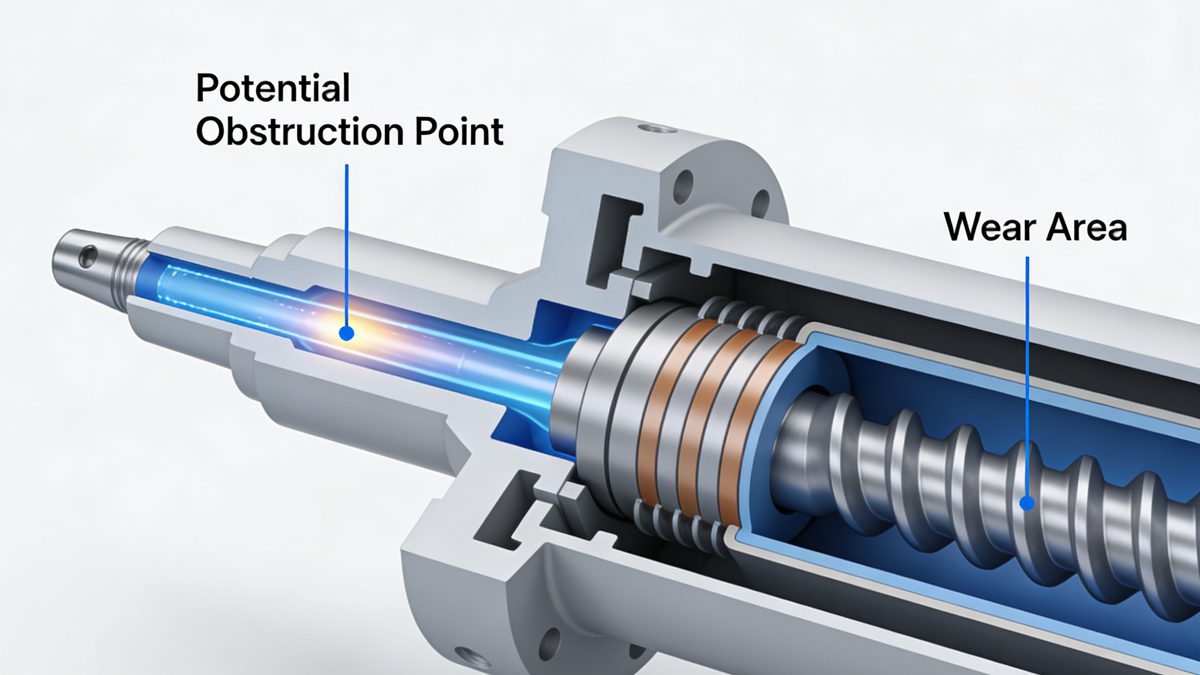
- Obstructions: Any obstacles in the barrel or nozzle can create friction heat at high flow speeds, leading to material decomposition.
Mold Design Improvements
Design flaws in the mold often trap air or cause uneven flow, leading to splay marks.
- Gate Design: Poor gate location, gates that are too small, or asymmetric gate arrangements in multi-gate parts can disrupt flow continuity.
- Runner System: Runners that are too (narrow) restrict flow.
- Cooling System2: An unreasonable cooling layout causes significant mold temperature differences, affecting how the melt flows.
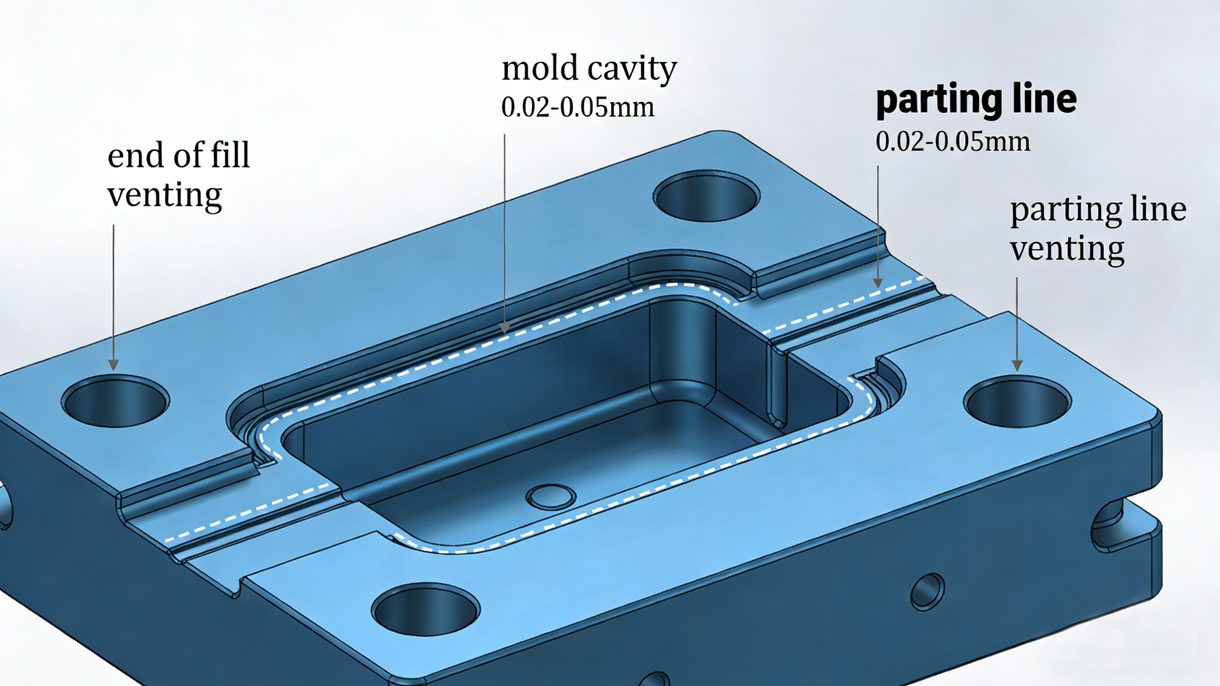
- Venting Issues: This is critical. Lack of necessary venting channels on the parting line, blocked vents, or poorly positioned vents prevent air from escaping as plastic enters. Ensure there are gaps around inserts or ejector pins to aid ventilation.
- Surface Finish: Poor mold surface roughness increases friction resistance, creating local hot spots that decompose the plastic.
Process Parameter Optimization
Adjusting the injection molding process is often the quickest way to mitigate silver streaks.
Temperature Control
- Overheating: Excessive barrel temperature causes decomposition. Reduce barrel temperatures segment by segment.
- Feed Zone: If the feed zone is too hot, plastic melts prematurely, filling the screw flights and trapping air that cannot escape through the hopper.
Injection Speed & Pressure
- Speed Issues:
- Too Fast: High shear forces decompose the melt, generating degradation gas.
- Too Slow: Fails to fill the cavity timely, causing insufficient surface density and silver streaks.
- Multi-Stage Injection Strategy: Use a optimized profile:
- Medium speed to fill the runner.
- Slow speed to fill the gate area.
- Fast speed for the main cavity fill.
- Low pressure/slow speed to pack out the part. This allows gases to escape at each stage.
Other Parameters
- Shot Size & Cushion: Insufficient shot size or an excessively large cushion buffer affects flow and pressure.
- Back Pressure3 & Screw Speed: Too low back pressure or too high screw rotation speed causes the screw to retract too fast, pushing air toward the front of the barrel.
- Plasticization: Poor plasticization leaves unmelted particles. These appear as mica-like dark spots on the surface. Under transmitted light, these areas show poor transparency.
- Fix: Increase barrel temperature, extend the cycle time, use internally heated nozzles, enlarge the cold slug well, or lengthen the runner. Consider using an injection machine with a larger L/D ratio screw for better plasticization.
Raw Material Management
The quality and preparation of your resin are paramount.
- Contamination: Mixing different plastic types or having excessive powder in granules traps air. Contaminants or harmful debris can also trigger decomposition.
- Regrind Usage: Regrained material has a loose structure with high air content in micropores. Limit regrind usage; the ratio of regrind to new material should generally be less than 20%.
- Additives: Excessive or poorly mixed liquid additives (e.g., white oil for dyeing, silicone lubricants, DBP plasticizers, stabilizers, antistatic agents) can accumulate and form streaks.
- Drying is Critical: Many plastics absorb moisture from the atmosphere.
- Action: Dry materials thoroughly using a hopper dryer. Hygroscopic materials like Nylon and PC require strict drying protocols.
- Thermal Sensitivity: Some grades cannot withstand high temperatures or long residence times, especially with trace moisture which can catalyze cracking.
- Tip: For sensitive materials, consider adding external lubricants like stearic acid or its salts (approx. 50g per 10kg of material) to lower processing temperatures.
Part Design Considerations
Sometimes the defect originates from the product design itself.
- Wall Thickness: Excessively thick walls cause different cooling rates between the surface and the core, leading to internal stresses and potential splay.
- Flow Path: In mold manufacturing, ensure the main runner, sub-runners, and gates are sized appropriately to handle the specific wall thickness and material flow requirements.

Conclusion
Eliminating silver streaks requires a systematic approach. Start by verifying material drying, as moisture is the most common cause. Next, review your venting and temperature profiles. By methodically checking equipment, mold design, process parameters, and raw materials, you can significantly reduce defect rates and improve the quality of your injection molded parts.


