
Ces dernières années, le moulage par injection en deux temps (ou multi-matériaux) a gagné en popularité, grâce à la forte demande des consommateurs, et est devenu une tendance majeure dans diverses industries. Ses applications vont des articles ménagers courants tels que les manches de brosses à dents, les peignes, les brosses de nettoyage, les manches de couteaux et les ciseaux, aux petits appareils ménagers tels que les lampes de poche, les sèche-cheveux, les fers à repasser à vapeur et les brosses à dents électriques. Les fabricants intègrent de plus en plus souvent une couche de Elastomère thermoplastique (TPE)1 pour améliorer la différenciation des produits, le confort et la valeur perçue.

Avantages fonctionnels du moulage en deux parties du TPE
L'intégration du TPE dans la conception des produits offre plusieurs avantages clés :
- Expérience tactile améliorée: Surface douce au toucher pour un meilleur confort d'utilisation
- Performance antidérapante: Prise en main et sécurité de manipulation supérieures
- Résistance aux chocs: Amélioration de l'absorption des chocs et de la durabilité
- Amélioration de la valeur ajoutée: Rehausse les produits existants, en renforçant le positionnement sur le marché et l'attrait des produits haut de gamme.
Méthodes de traitement
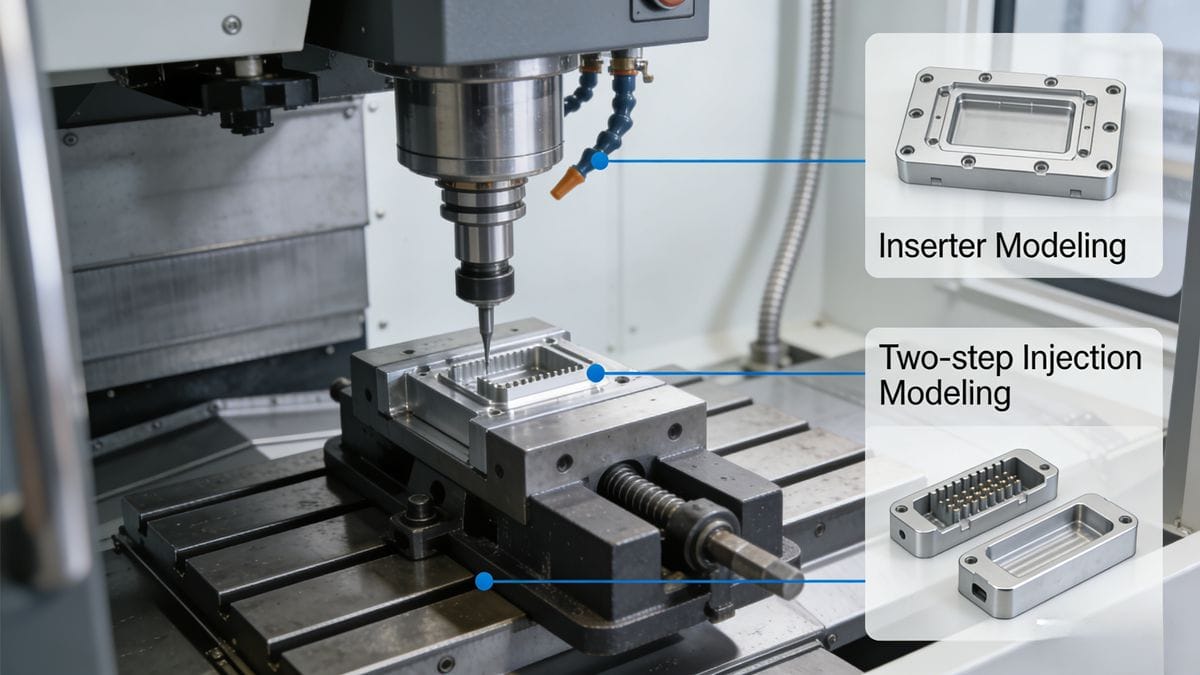
1. Moulage multi-matériaux (moulage en deux temps)
Le moulage multi-matériaux est réalisé à l'aide d'outils de moulage spécialisés. moulage par injection en deux temps2 (communément appelées machines bicolores). Ces machines présentent généralement deux configurations distinctes :
- Disposition des buses à angle droit
- Disposition équilibrée (parallèle) des buses
Les machines bicolores à angle droit prennent en charge divers mécanismes de moulage, notamment les tables rotatives, la rotation des noyaux, l'enfoncement des noyaux, le cloisonnement des portes et les noyaux coulissants, ce qui permet une conception flexible des moules. Dans ce processus, deux matériaux (ou plus) sont injectés de manière séquentielle dans différentes cavités du même moule, ce qui permet d'obtenir des résultats multi-matériaux ou multi-couleurs homogènes.
Principaux avantages :
- Des temps de cycle plus courts et une productivité plus élevée par rapport aux méthodes traditionnelles
- Qualité constante des produits et réduction des taux de rebut
- Liaison interfaciale plus forte entre les matériaux
- Moins de défauts cosmétiques aux interfaces des matériaux
- Permet des géométries complexes et des conceptions intégrées
2. Moulage par insertion (processus en deux étapes)
Le moulage par insertion, également connu sous le nom de méthode en deux étapes-utilise des machines de moulage par injection horizontales ou verticales standard. Il nécessite deux moules distincts et deux machines :
- Une pièce en plastique rigide (l“”insert") est d'abord moulée.
- Cet insert préformé est ensuite placé dans un second moule, où le TPE est surmoulé.
Cette approche est largement adoptée lorsque l'investissement dans l'outillage ou la flexibilité de la production est une priorité.
Compatibilité des matériaux avec le TPE
Le choix du substrat (plastique dur) varie selon l'application :
- Produits de type brosse utilisent souvent PP (polypropylène)
- Appareils électroménagers et électroniques utiliser couramment ABS, PC, ou PA (nylon)
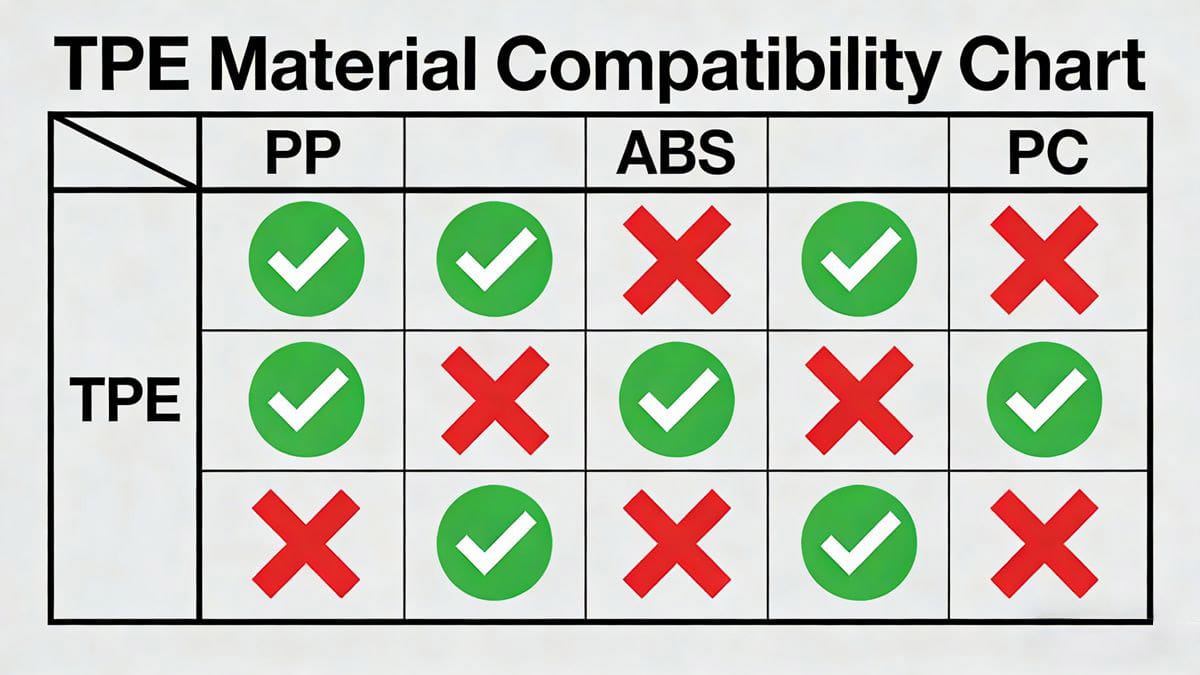
C'est un point essentiel, tous les types de TPE n'adhèrent pas de la même manière à tous les substrats durs. Chaque formulation de TPE ayant des propriétés d'adhérence uniques, il est nécessaire de sélectionner le TPE le plus approprié. bon grade TPE pour un plastique dur spécifique est essentielle pour garantir une force de collage optimale et une fiabilité à long terme.
Plastiques durs courants compatibles avec le TPE :
| Substrat | Exemples |
|---|---|
| Polyoléfines | PP, PE |
| Produits de styrène | ABDOMINAUX, HANCHES, SAN, PS |
| Plastiques techniques | PC, mélanges ABS/PC, PMMA (acrylique) |
| Polyamides | PA66, PA + GF (nylon chargé de verre) |
💡 Conseil : Vérifiez toujours la compatibilité par des essais d'adhérence (par exemple, résistance au pelage, cisaillement par traction) avant la production à grande échelle.



