
Farbschlieren sind einer der häufigsten Sehfehler bei Spritzgießen1, insbesondere für Teile, die mit Farbmasterbatch. Die Masterbatch-Färbung bietet zwar eine bessere Farbkonsistenz, Reinheit und Anti-Migrationsleistung als trockenes Farbpulver oder flüssige Farbpaste, leidet aber oft unter einer unzureichenden Dispersion.
Einfach ausgedrückt: Das Farbmasterbatch vermischt sich während des Schmelz- und Förderprozesses möglicherweise nicht gleichmäßig mit dem Rohharz. Diese ungleichmäßige Verteilung führt direkt zu auffälligen Farbunterschieden, Schlieren oder Streifen auf den fertigen Formteilen.
Nachfolgend finden Sie eine professionelle Analyse der Hauptursachen und wirksame Lösungen zur Beseitigung von Farbschlieren in Spritzgießen1.
Hauptursachen für Farbschlieren
Farbschlieren entstehen hauptsächlich durch:
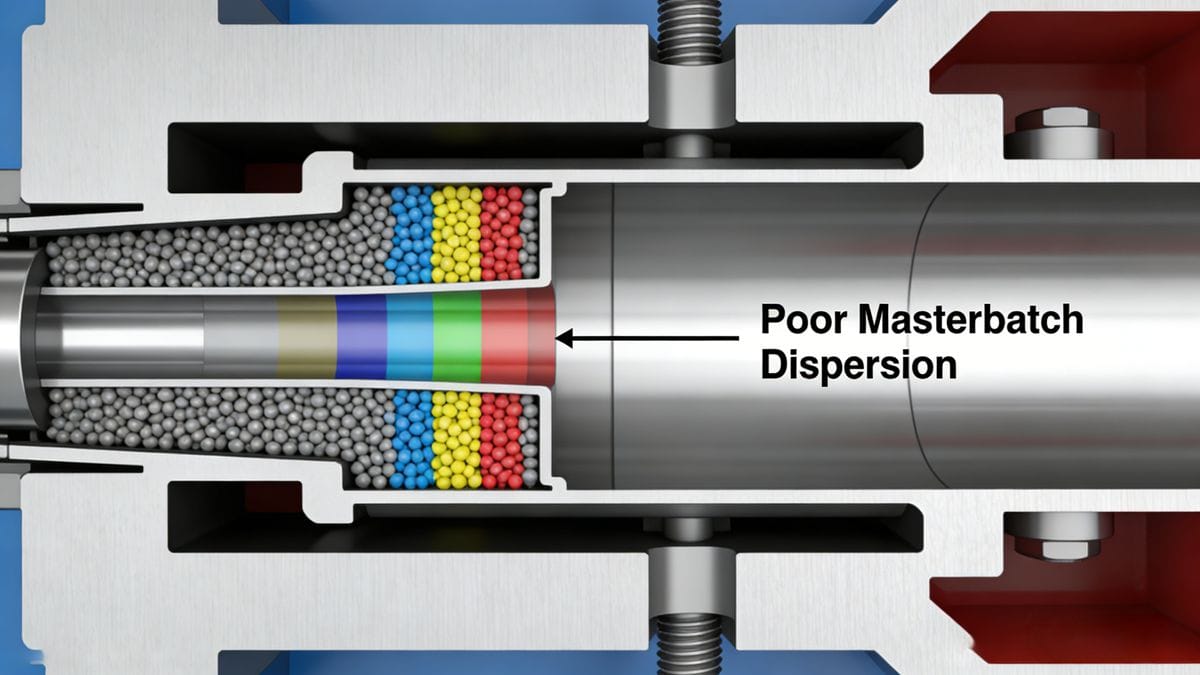
- Schlechte Dispersion von Farbmasterbatch: Das Farbkonzentrat schmilzt nicht vollständig und vermischt sich nicht mit dem Basispolymer.
- Unzureichendes Schmelzen in der Einzugszone: Eine niedrige Temperatur verlangsamt das Schmelzen des Masterbatch, was zu einer ungleichmäßigen Durchmischung führt.
- Unzureichender Gegendruck und Scherung: Eine geringe Scherkraft begrenzt die Homogenisierung der Schmelze.
- Unangemessenes Tor- und Laufschienendesign: Ein unsachgemäßer Anschnitt verursacht schwache Turbulenzen und eine ungleichmäßige Strömung.
Effektive Lösungen zur Beseitigung von Farbschlieren
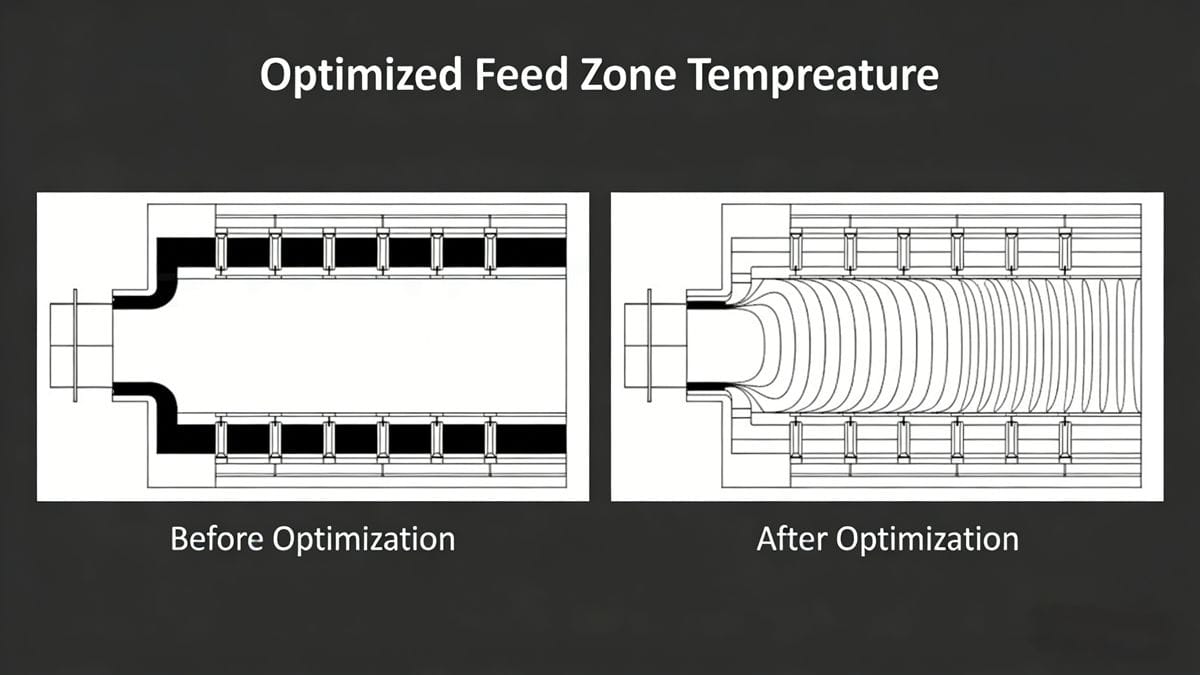
1. Optimieren Sie die Temperatur in der Fütterungszone
Erhöhen Sie die Temperatur in der Einzugszone, insbesondere in der hinteren Einzugszone, auf ein Niveau, das nahe bei oder etwas höher als die Schmelzzone liegt. Dadurch schmilzt das Farbmasterbatch schneller, wenn es in den Schmelzbereich gelangt, was die Durchmischung der flüssigen Phase und die Gleichmäßigkeit verbessert.
2. Gegendruck ordnungsgemäß erhöhen
Erhöhen Sie bei einer stabilen Schneckendrehzahl den Gegendruck angemessen. Ein höherer Gegendruck erhöht die Schmelztemperatur und verstärkt die Scherwirkung im Zylinder, was die Dispersion von Farbmasterbatch erheblich verbessert.
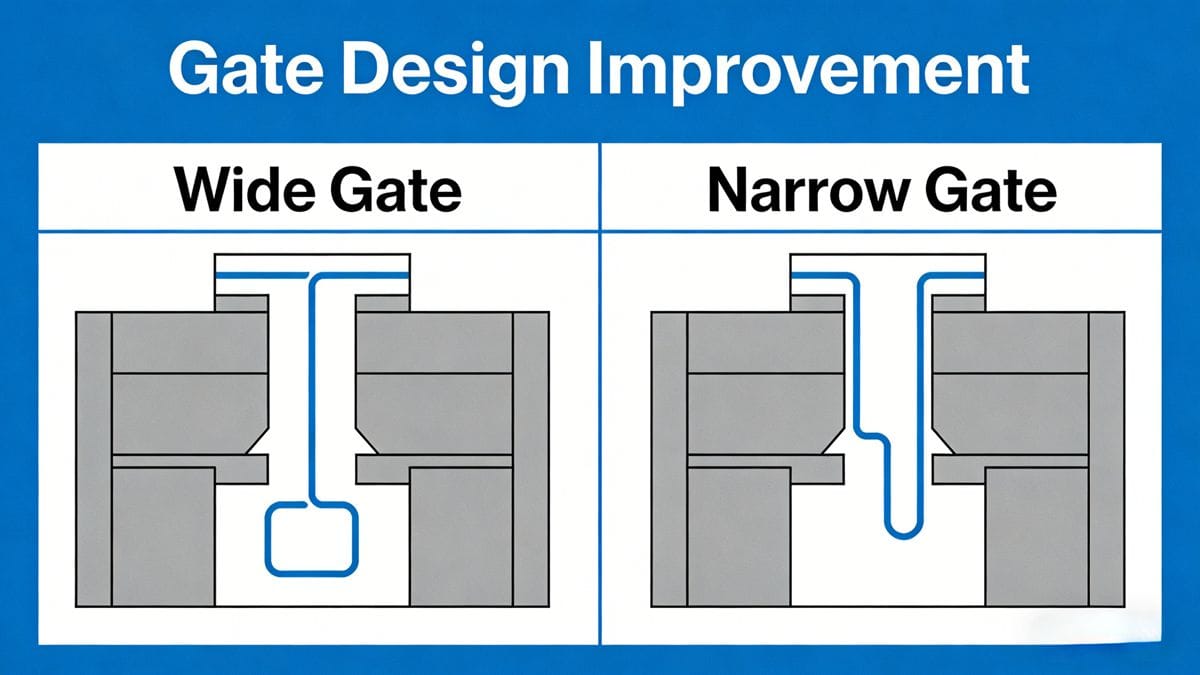
3. Mold Gating System einstellen
Überprüfen und modifizieren Sie das Gießsystem der Form. Ein zu breiter Anschnitt führt zu schwacher Turbulenz, geringer Wärmeentwicklung und ungleichmäßigem Schmelzefluss, was direkt zu Farbschlieren führt. Eine Verschmälerung des Anschnitts kann die Turbulenz der Schmelze, den Temperaturanstieg und die Farbkonsistenz verbessern.
Fazit
Farbschlieren in spritzgegossenen Produkten stehen oft in Zusammenhang mit Materialdispersion, Verarbeitungsparameter, und Formgestaltung. Durch die Optimierung der Zylindertemperatur, des Gegendrucks und der Anschnittstruktur können Sie Farbschlieren effektiv beseitigen und die Qualität und Stabilität der Spritzgussteile verbessern.
Entdecken Sie diese Ressource und erfahren Sie, wie Experten die Qualität des Spritzgießens verbessern und Fehler minimieren. ↩


