
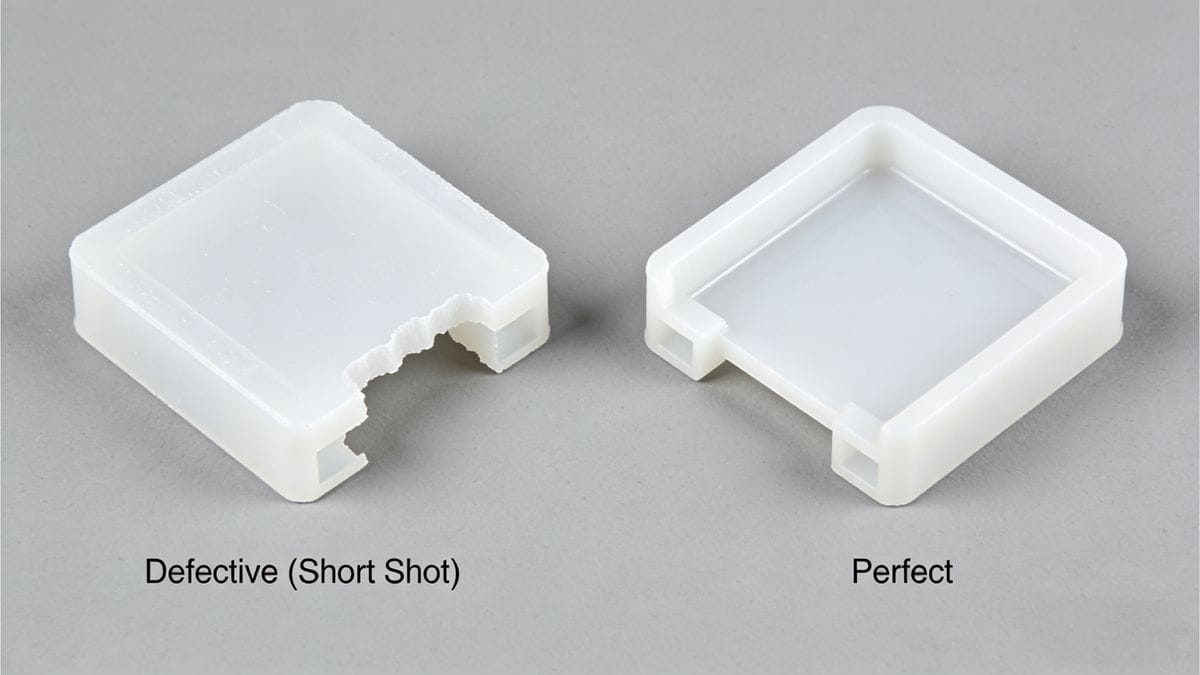
What Is Short Shot?
Short shot (also called incomplete filling, underfill) occurs when molten plastic fails to completely fill the mold cavity before solidifying. This defect commonly appears in thin-walled sections, complex geometries, or flow-path endpoints, resulting in missing material and non-conforming parts. The core issue? Excessive flow resistance1 preventing melt advancement.
Key influencing factors include:
- Part wall thickness
- Mold & melt temperatures
- Injection pressure & speed2
- Material rheology3
- Gating/venting design
Below is a systematic, engineer-tested guide to diagnose and resolve short shots—optimized for production efficiency and quality control.
13 Root Causes & Actionable Solutions
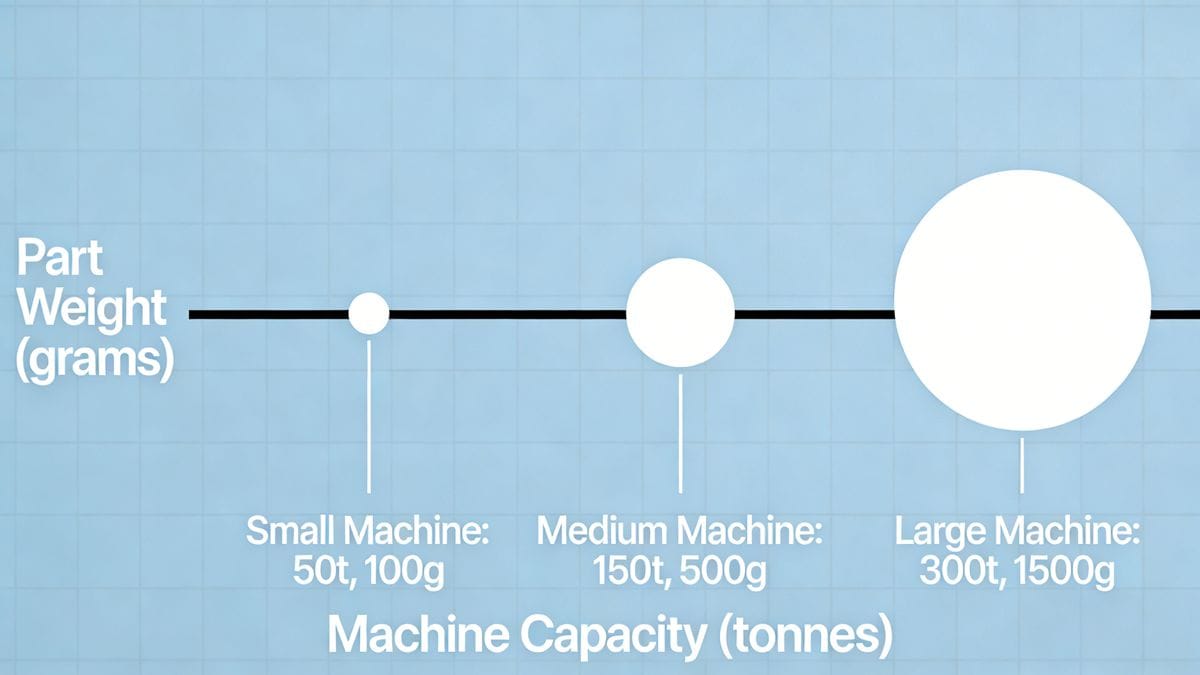
1. Undersized Injection Molding Machine
✅ Solution: Ensure machine shot capacity exceeds (part + runner) weight by ≥15%. Total shot weight ≤85% of machine’s plasticizing capacity.
[Image: Infographic comparing machine capacity vs. part weight requirements. Alt text: Injection molding machine sizing guide to prevent short shots]
2. Inconsistent Material Feeding
✅ Solution: Check for material bridging, non-uniform pellet size, or overheated feed throat. Clean hopper, install cooling jacket, or switch to gravimetric feeding.
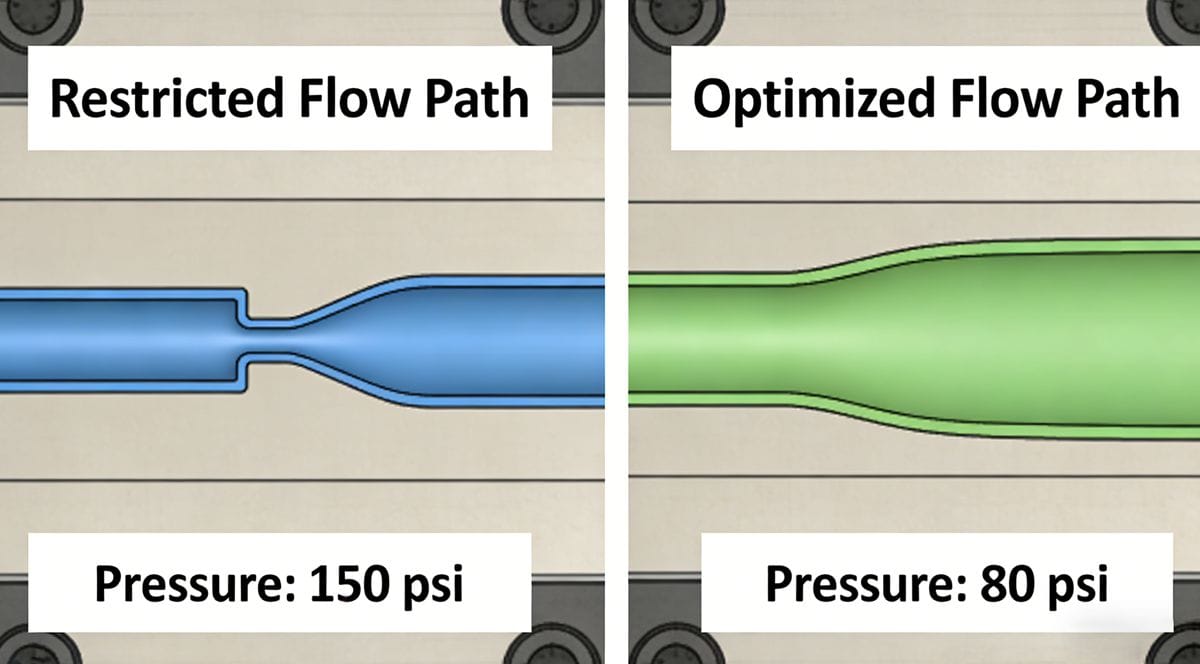
3. Poor Material Flowability
✅ Solution:
- Enlarge gates, runners, sprue; optimize gate location
- Add flow-enhancing additives (per material specs)
- Reduce regrind ratio (<25% recommended)
- Select higher-flow resin grade (e.g., higher MFI)
4. Excessive Lubricant or Worn Components
✅ Solution: Reduce internal/external lubricant content. Inspect and replace worn screw, check valve, or barrel to minimize melt backflow.
5. Cold Slugs or Contaminant Blockage
✅ Solution: Clean nozzle regularly. Enlarge cold slug well (≥1.5× nozzle diameter) and runner cross-sections. Install screen filters if contamination persists.
6. Unbalanced Gating System (Multi-Cavity Molds)
✅ Solution: Design gates proportional to cavity fill volume. Place gates at thickest sections. Use balanced runner layout or sequential valve gating for synchronization.
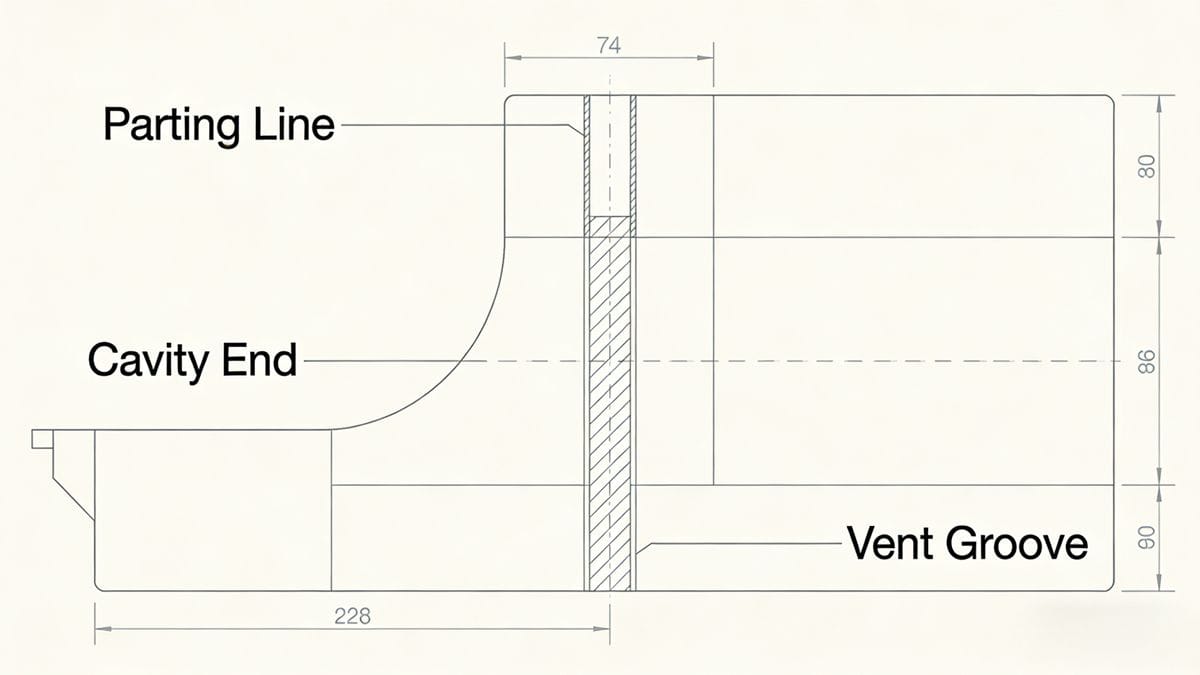
7. Inadequate Mold Venting
✅ Solution:
- Add vents at last-fill zones: 0.02–0.04 mm deep × 5–10 mm wide
- Include properly positioned cold slug wells
- Dry hygroscopic materials thoroughly (e.g., PA, PC)
- Temporarily reduce clamp force to improve micro-venting
8. Low Mold Temperature
✅ Solution: Preheat mold to process-specified range. Restrict coolant flow during startup. Verify cooling channel design if temperature stability fails.
9. Low Melt Temperature
✅ Solution: Increase barrel zones (especially front zone). Allow 15–30 min soak time after reaching setpoint. For heat-sensitive resins, extend injection time instead of overheating.
10. Nozzle Temperature Drop
✅ Solution: Enable nozzle retraction during mold close. Verify heater cartridge function. Maintain nozzle 10–20°C above front barrel zone.
11. Insufficient Injection/Holding Pressure
✅ Solution: Increase pressure gradually. Extend injection time. Optimize holding pressure (typically 40–80% of injection pressure) and duration (until gate seals).
12. Too Slow Injection Speed
✅ Solution: Increase speed to maintain melt front temperature. Use multi-stage injection: fast fill → slow pack. Avoid excessive speed causing jetting.
13. Poor Part Geometry
✅ Solution: Maintain uniform wall thickness (ideal ratio ≤1.5:1). Avoid abrupt transitions. For complex parts: relocate gates, raise mold temp, or select high-flow material.
Quick Troubleshooting Checklist
✅ Verify machine capacity & material dryness
✅ Inspect nozzle, gates, runners for blockages
✅ Measure actual melt/mold temps (not just setpoints)
✅ Check venting at flow endpoints
✅ Review material datasheet (MFI, processing window)
✅ Run mold flow analysis for complex parts
Pro Tip
"When short shots persist after parameter tweaks, suspect mold design first. 70% of chronic short shots trace back to gating, venting, or thermal design—not machine settings."
— Senior Process Engineer, Automotive Tier-1 Supplier



