
Introduction
Bubble formation is one of the most severe and common defects in Polycarbonate (PC) plastic injection molding . Because PC is widely used for transparent applications, any surface defect—such as bubbles, fogging, or black spots—is unacceptable.
Achieving a flawless finish requires strict control over mold design, material preparation, equipment maintenance, and processing parameters. In this guide, we will break down the best practices to prevent bubbles and ensure high-quality PC molding.

1. Optimize Mold and Product Design
Poor mold design can lead to uneven cooling or restricted melt flow, causing surface defects and material degradation. When designing molds for PC, keep these critical factors in mind:
- Uniform Wall Thickness: Keep wall thickness as consistent as possible and ensure adequate draft angles for easy ejection. (Note: Avoid excessively thin walls; generally, they should not be less than 1mm).
- Smooth Transitions: All transitions should be gradual and smooth. Sharp corners or edges must be strictly avoided, as PC products are highly sensitive to notches and stress concentrations.
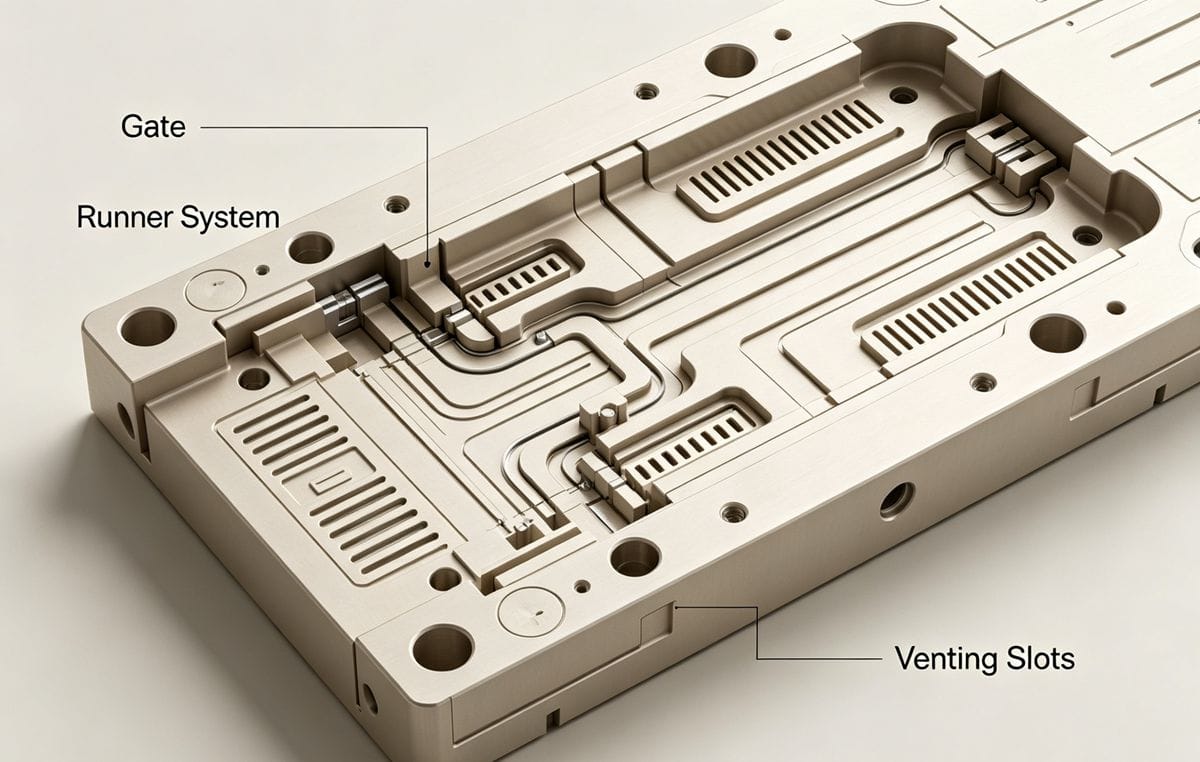
- Gating and Runner Systems: Gates and runners should be as wide, thick, and short as possible. Position gates based on the shrinkage and condensation process. Adding a cold slug well is highly recommended.
- Mold Surface Finish: The mold cavity must have a highly polished, low-roughness surface (ideally below Ra 0.8) to guarantee optical clarity.
- Adequate Venting: Ensure vent holes and slots are sufficiently sized to allow air and gases from the melt to escape promptly during injection.
2. Master Material Preparation and Drying
Even trace amounts of moisture or impurities can ruin the transparency of PC and cause bubbling during heating.
- Seal & Protect: Ensure raw materials are completely sealed during storage, transport, and feeding.
- Use Drying Hoppers: Always use a dedicated drying hopper during injection.
- Filter Intake Air: The air supplied during the drying process must be filtered and dehumidified to prevent secondary contamination.
📊 Recommended Drying Parameters for Transparent Plastics
Proper drying is non-negotiable. Below are the standard drying specifications for common transparent resins:
| Material | Drying Temp (℃) | Drying Time (h) | Bed Thickness (mm) | Special Notes |
|---|---|---|---|---|
| PC | 120~130 | > 6 | < 30 | Requires strict moisture control |
| PMMA | 70~80 | 2~4 | 30~40 | Standard (Hot air circulation) |
| PET | 140~180 | 3~4 | N/A | Continuous drying & feeding preferred |

3. Equipment Cleaning and Thermal Management
Contamination from degraded old resin is a primary cause of black spots and gas generation.
- Thorough Cleaning: Before production and after shutdown, clean the barrel, screw, and attachments using dedicated screw cleaning compounds. If unavailable, purge with PE or PS resins.
- Temperature Control During Idle Time: PC has poor thermal stability. During temporary shutdown, lower the barrel temperature to below 160℃, and reduce the hopper temperature to below 100℃ to prevent thermal degradation.
4. Fine-Tuning Injection Process Parameters
Transparent plastics like PC have high melting points and relatively poor flowability. To fill the mold without inducing internal stress (which leads to warpage or cracking), you must fine-tune your process:
- Barrel Temperature: Maintain precise heat zones to ensure complete melting without degradation.
- Injection Pressure & Speed: Optimize these parameters to achieve full cavity filling while minimizing shear stress.
- Strict Quality Control: Implement rigorous standards across raw material handling, equipment maintenance, and final product inspection to eliminate fogging, whitening, or gloss issues.

Conclusion
Eliminating bubbles in PC injection molding is a holistic process. By optimizing mold design, strictly controlling material moisture, maintaining clean equipment, and fine-tuning processing parameters, you can consistently produce high-clarity, defect-free polycarbonate parts.
Have questions about optimizing your PC molding process? Leave a message below or contact our engineering team for expert consultation!



