
Color streaks are one of the most common visual defects in injection molding1, especially for parts colored with color masterbatch. While masterbatch coloring provides better color consistency, purity, and anti-migration performance than dry color powder or liquid color paste, it often suffers from insufficient dispersion.
In simple terms, the color masterbatch may not mix uniformly with the raw resin during the melting and conveying process. This uneven distribution directly results in noticeable color differences, streaks, or stripes on the final molded parts.
Below is a professional analysis of the main causes and effective solutions to eliminate color streaks in injection molding1.
Main Causes of Color Streaks
Color streaks mainly occur due to:
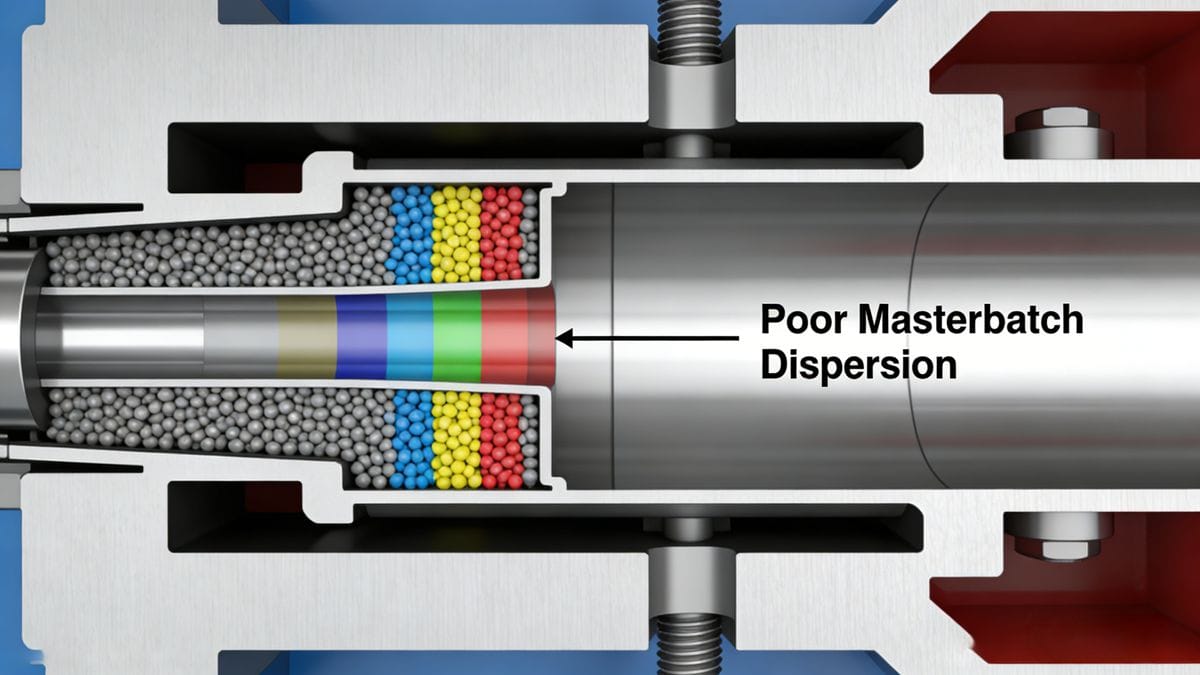
- Poor dispersion of color masterbatch: The color concentrate does not fully melt and blend with the base polymer.
- Insufficient melting in the feed zone: Low temperature slows down the melting of masterbatch, leading to uneven mixing.
- Inadequate back pressure and shearing: Low shear force limits the homogenization of melt.
- Unreasonable gate and runner design: Improper gating causes weak turbulence and non-uniform flow.
Effective Solutions to Eliminate Color Streaks
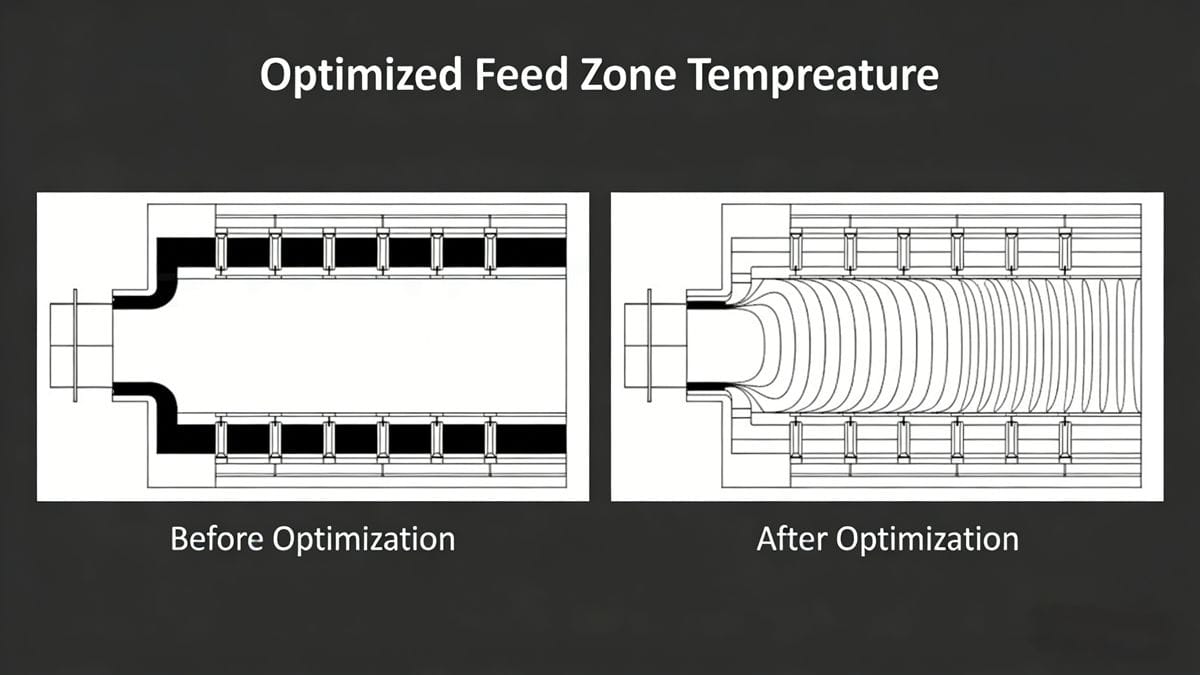
1. Optimize Feed Zone Temperature
Increase the temperature in the feed zone, especially the rear feed zone, to a level close to or slightly higher than the melting zone. This helps the color masterbatch melt faster when entering the melting section, improving liquid‑phase mixing and uniformity.
2. Increase Back Pressure Properly
With a stable screw speed, properly increase back pressure. Higher back pressure enhances melt temperature and strengthens shearing action inside the barrel, greatly improving the dispersion of color masterbatch.
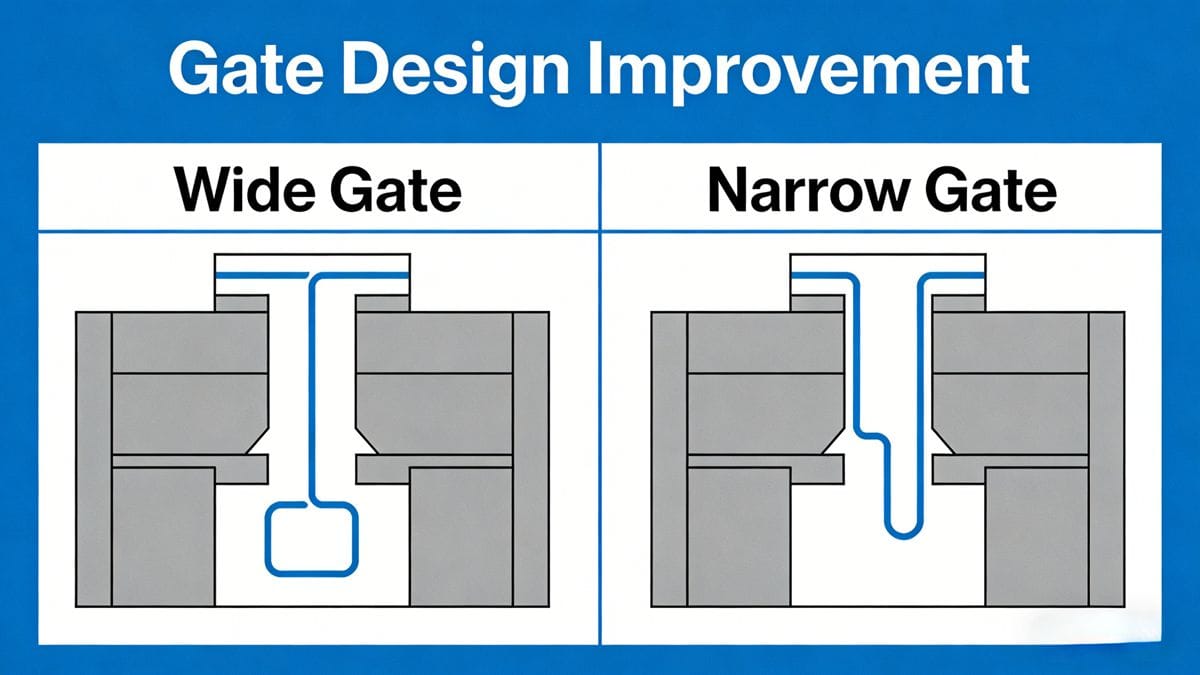
3. Adjust Mold Gating System
Review and modify the mold’s pouring system. An excessively wide gate leads to weak turbulence, low heat generation, and uneven melt flow, which directly causes color streaks. Narrowing the gate can improve melt turbulence, temperature rise, and color consistency.
Conclusion
Color streaks in injection molded products are often related to material dispersion, processing parameters, and mold design. By optimizing barrel temperature, back pressure, and gate structure, you can effectively eliminate color streaks and improve the appearance quality and stability of injection molded parts.
Explore this resource to discover expert techniques that enhance injection molding quality and minimize defects. ↩



