
Polypropylene, commonly known as PP, is renowned for its excellent resistance to bending fatigue, earning it the nickname "Hinge Plastic" or "Bǎi zhé jiāo" in Chinese. PP is a semi-transparent, semi-crystalline thermoplastic that boasts high strength, excellent electrical insulation, low moisture absorption, a high heat deflection temperature, low density, and high crystallinity.

To enhance its properties for specific applications, PP is often modified with fillers such as glass fiber, mineral fillers, or thermoplastic rubber. The flow rate of PP varies significantly depending on its grade, but generally, its fluidity falls between that of ABS and PC.
Here is a detailed breakdown of the injection molding process for Polypropylene1.
1. Material Preparation and Handling
Pure PP is a semi-transparent ivory white granule that can be colored in various shades.
- Coloring: On standard injection molding machines, PP is typically colored using masterbatches (color concentrate). However, machines with independent plasticizing elements that enhance mixing (like certain Hongmeida models) can also use color powder.
- Recycling: The proportion of recycled material should not exceed 15%. Exceeding this limit can lead to decreased strength, degradation, and color variation.
- Drying: Generally, PP does not require special drying treatment before injection molding2, provided it is stored properly.
💡 Pro Tip: For outdoor applications, ensure the PP compound includes UV stabilizers and carbon black to prevent degradation from sunlight.
2. Injection Molding Machine Selection
There are no special requirements for the injection molding machine itself. However, due to the high crystallinity of PP, it is advisable to use a computer-controlled machine capable of high injection pressures and multi-stage control.
- Clamping Force: Generally calculated at 3800 t/m².
- Shot Volume: The injection volume should ideally be between 20% and 85% of the machine's capacity.

3. Mold and Gate Design
Mold design is critical for PP due to its shrinkage characteristics.
- Mold Temperature: Typically 50–90°C. Use higher mold temperatures for parts with strict dimensional requirements. The core temperature should be at least 5°C lower than the cavity temperature.
- Runners: Sprue diameter should be 4–7mm.
- Gates:
- Pin gates: Length 1–1.5mm, diameter can be as small as 0.7mm.
- Edge gates: Keep length short (approx. 0.7mm), depth at half the wall thickness, and width at twice the wall thickness.
- Venting: The mold must have excellent venting. Venting slots should be 0.025mm–0.038mm deep and 1.5mm thick.
- Avoiding Sink Marks: Use large, round sprues and circular runners. Ribs should be thin (approx. 50–60% of the wall thickness).
- Wall Thickness: Products made from homopolymer PP should not exceed 3mm in thickness to avoid air traps; copolymer PP is required for thicker walls.
4. Processing Parameters Table
To help you visualize the optimal settings, here is a summary of the key processing parameters:
| Parameter | Recommended Setting | Notes |
|---|---|---|
| Melt Temperature | 240°C (Range: 160–275°C) | Do not exceed 275°C to prevent decomposition. |
| Mold Temperature | 50°C – 90°C | Higher temp for better gloss and dimensions. |
| Injection Pressure | 1500 – 1800 bar | High pressure helps reduce shrinkage. |
| Back Pressure | 5 bar | Increase slightly for color masterbatch. |
| Injection Speed | High Speed | Reduces internal stress; use slow speed for textured surfaces. |
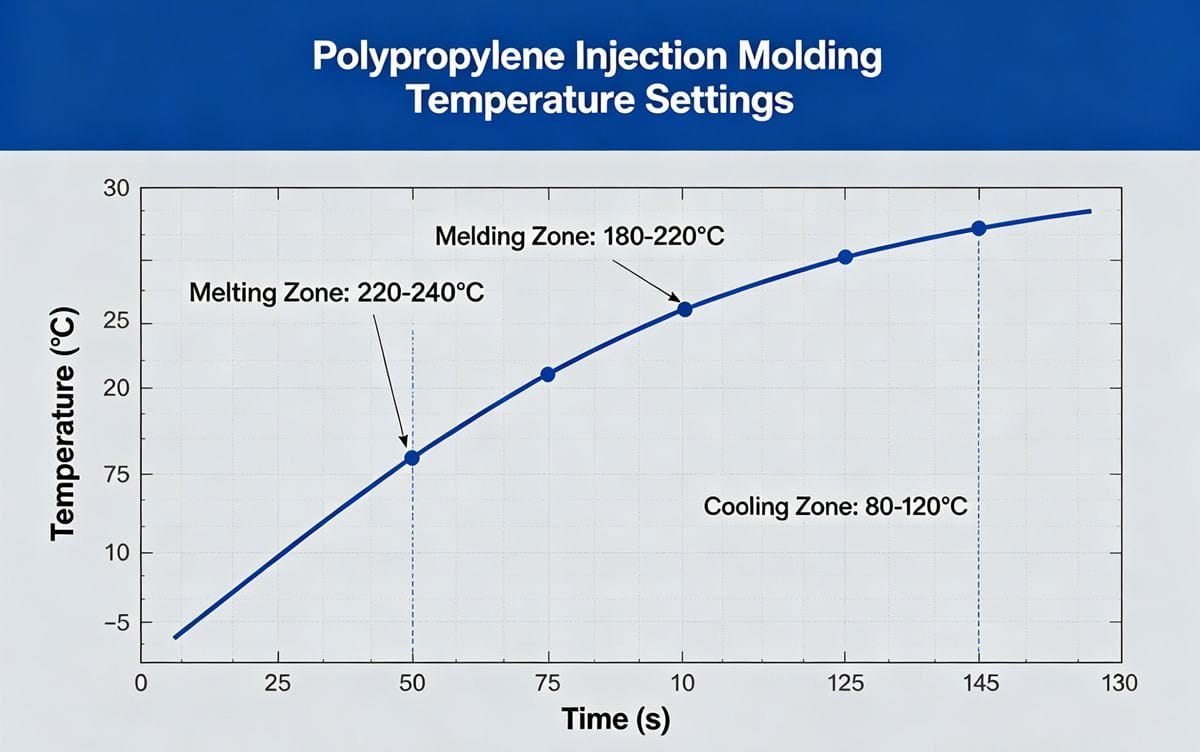
5. Melt Temperature Details
While the melting point of PP is between 160°C and 175°C, and its decomposition temperature is around 350°C, the processing temperature should never exceed 275°C. The optimal melt temperature3 for the melt section is around 240°C.
6. Injection Speed
To minimize internal stress and warpage, high-speed injection is generally recommended. However, for certain grades of PP or specific mold designs, high speed may cause air traps or flow marks.
- Textured Surfaces: If you notice light/dark streaks radiating from the gate on a textured surface, switch to low-speed injection combined with a higher mold temperature.
7. Injection and Holding Pressure
PP requires relatively high injection pressure (1500–1800 bar). The holding pressure4 should be approximately 80% of the injection pressure.
- Switch-over Point: Switch to holding pressure at roughly 95% of the full stroke.
- Duration: Use a longer holding time to ensure proper packing and reduce shrinkage.
8. Post-Processing
To prevent dimensional changes caused by post-crystallization shrinkage, finished products often require a post-treatment process, such as soaking in hot water.
Explore the diverse applications and unique properties of Polypropylene, a versatile thermoplastic. ↩
Learn about the injection molding process, a key technique in manufacturing plastic products. ↩
Learn why melt temperature is crucial in the injection molding process and how it affects product quality. ↩
Explore the role of holding pressure in injection molding and its impact on product integrity. ↩



