Introduction: When Toughness Fails
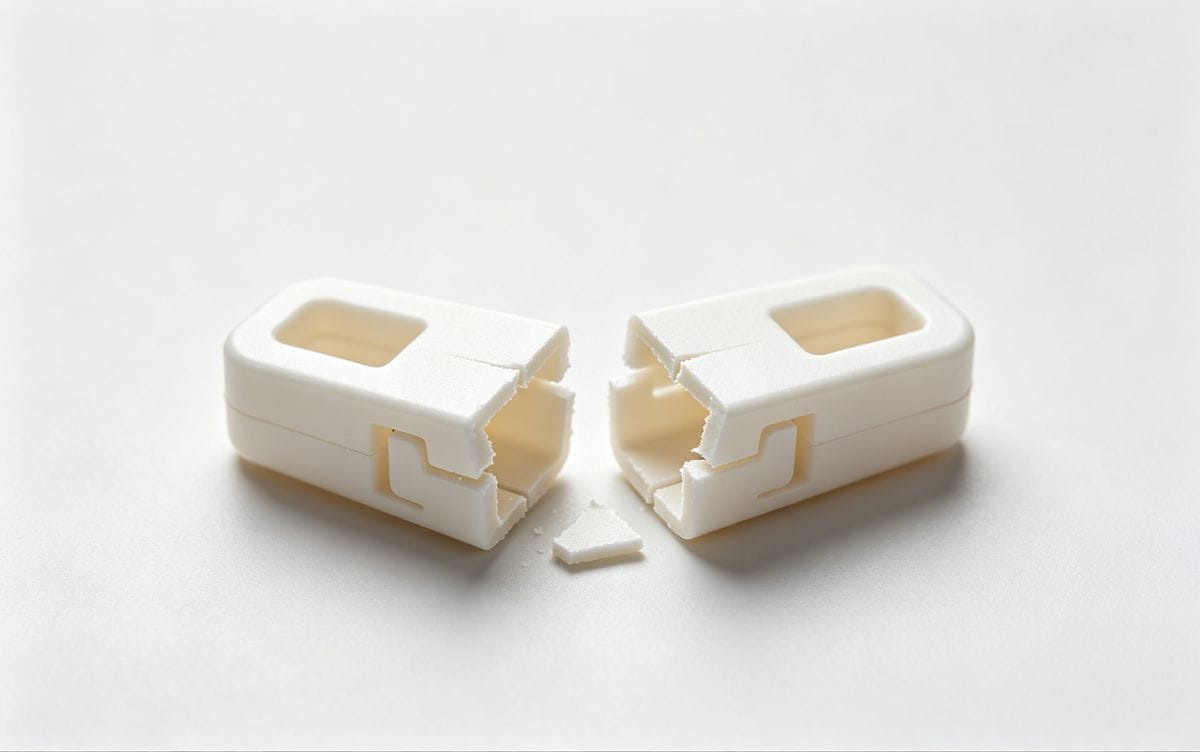
In injection molding production , brittleness is a critical failure mode where the polymer chains lose their ability to absorb energy, leading to catastrophic fractures under low stress. Unlike standard cracking, brittle parts often snap cleanly during assembly (snap-fits), ejection, or drop tests.
This guide analyzes Defect: Brittleness, breaking down the root causes—from material degradation to mold design flaws—and providing actionable engineering solutions to restore part toughness.
Identifying the Symptoms
Before troubleshooting, confirm the defect matches the profile of brittleness. Common symptoms include:
- Reduced Toughness: The part lacks ductility and breaks without significant deformation.
- Assembly Failure: Snap-fits break immediately upon insertion.
- Ejection Cracks: Injection Molding Bubbles: Causes, Identification & Solutions crack when pushed out of the mold, especially at thin walls or ribs.
- Premature Field Failure: Products break during normal use or low-impact drops.
Root Cause Analysis: The 5M Framework
To solve brittleness, we must look at the interaction between Machine, Mold, Material, Method (Process), and Design.
1. Material Issues (The Most Common Culprit)
Material degradation is the primary cause of brittleness. If polymer chains are broken (scission), molecular weight drops, and impact strength plummets.
- Moisture: Hydrolysis in materials like Nylon (PA), PC, or PET breaks chains. Solution: Check dew point (-40°C) and drying time.
- Regrind Ratio: Excessive regrind introduces heat history and contamination. Limit: Generally <20-30% depending on the resin.
- Contamination: Mixing incompatible resins (e.g., PP into ABS) creates weak boundaries.
2. Process Parameters (Shear & Heat)
- Overheating: Barrel temperatures too high cause thermal degradation.
- High Shear: Excessive screw speed or back pressure generates shear heat, burning the material.
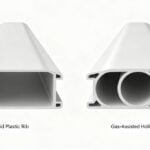
- Under-packing: Low holding pressure leads to voids1 and poor molecular packing, reducing strength.
3. Mold Design & Mechanics
- Gate Size: Too small? High shear rates at the gate degrade the material2 before it enters the cavity.
- Ejection System: Insufficient draft angles or polished surfaces create high ejection stress, causing micro-cracks.
- Cold Slugs: Poor cold well design allows cold material to enter the part, creating weak spots.
4. Part Design
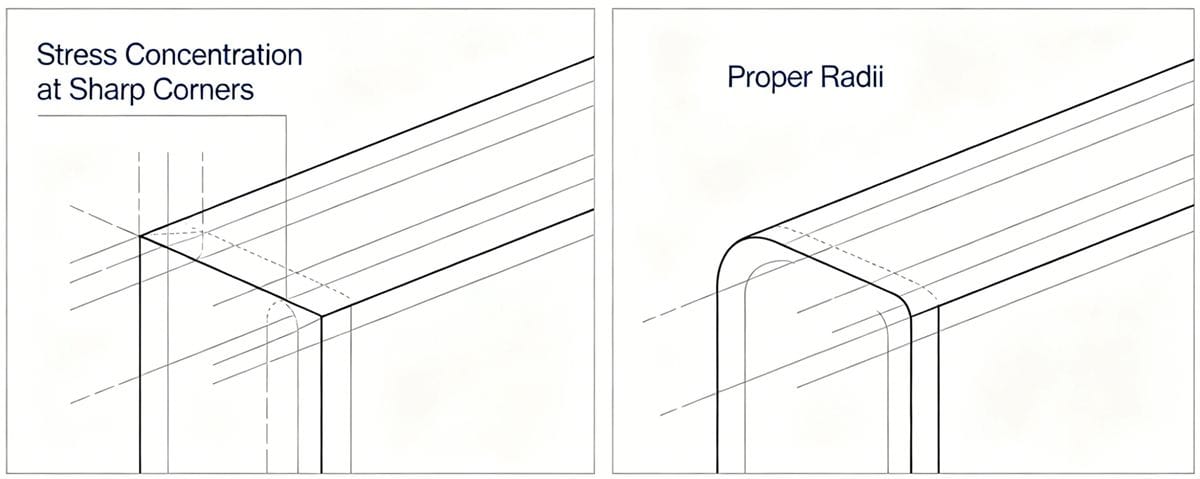
- Sharp Corners: Stress concentrators at sharp internal corners initiate cracks. Rule of thumb: Radius should be at least 0.5x wall thickness.
- Wall Thickness: Sudden changes cause differential cooling and residual stress.
Troubleshooting Matrix: Quick Reference Guide
Use this table to quickly map symptoms to potential fixes.
| Category | Potential Cause | Engineering Solution |
|---|---|---|
| Material | Wet Resin / Hydrolysis | Increase drying time/temp; check dryer dew point. |
| Material | Excessive Regrind | Reduce regrind ratio; use virgin material for testing. |
| Process | Barrel Temp Too High | Lower rear/zone temperatures; check heater bands. |
| Process | High Screw Speed | Reduce RPM to lower shear heat; increase back pressure slightly. |
| Mold | Small Gate | Enlarge gate dimensions to reduce shear rate. |
| Mold | Ejection Stress | Increase draft angle; polish cavity; add ejector pins. |
| Design | Sharp Corners | Add radii to all internal corners. |
Expert Q&A: Frequently Asked Questions (FAQ)
Here are answers to common questions engineers ask when dealing with brittle parts.
Q1: My parts are brittle only in the winter or cold environments. Why?
A: This is likely related to the material's Glass Transition Temperature (Tg) or Ductile-to-Brittle Transition Temperature. Some materials (like standard PS or unmodified PP) become naturally brittle below certain temperatures. Fix: Switch to a copolymer grade (e.g., Polypropylene Copolymer instead of Homopolymer) or add an impact modifier/elastomer to the formulation.
Q2: Can high screw speed really make parts brittle?
A: Yes. High screw speeds generate significant shear heat. Even if the barrel heaters are set low, the friction can raise the melt temperature locally by 20-30°C, causing molecular degradation (chain scission). This "invisible" overheating destroys impact strength. Fix: Reduce screw RPM and rely more on conductive heat from the barrel bands.
Q3: How do I distinguish between "material degradation" and "mold stress"?
A: Perform an Annealing Test. Bake the parts at a temperature just below their heat deflection point for a few hours and let them cool slowly.
- If the parts become tougher: The issue was Residual Stress (mold/process).
- If the parts remain brittle: The issue is Material Degradation (wet resin, regrind, or overheating).
Q4: Does using too much release agent cause brittleness?
A: Yes. External mold release agents can act as contaminants that weaken the polymer matrix or interfere with the fusion of the weld lines. Fix: Optimize mold polishing and draft angles to eliminate the need for sprays. If necessary, switch to an internal lubricant additive.
Q5: Why are my thick-walled parts more brittle than thin ones?
A: Thick sections cool slower, leading to sink marks and internal voids. These voids act as stress risers. Additionally, thick sections often require higher pack pressure, which can lock in high residual stresses. Fix: Core out thick sections to maintain uniform wall thickness.
Conclusion
Solving brittleness requires a systematic approach. Start by verifying material dryness and regrind ratios, then optimize process parameters to minimize shear, and finally, review mold and part design for stress concentrators. By following this guide, you can significantly reduce scrap rates and improve product reliability.
Need help analyzing your specific molding defect? Contact our engineering team for a consultation.
"[PDF] Void Formation and Mortality During Liquid Composite Molding", https://scholarsarchive.byu.edu/cgi/viewcontent.cgi?article=11189&context=etd. Injection-molding references describe holding or packing pressure as a control used to compensate shrinkage; insufficient packing can leave voids or sink defects in molded parts. Evidence role: mechanism; source type: education. Supports: Insufficient holding pressure can contribute to voids in injection-molded parts.. Scope note: Void formation also depends on wall thickness, gate freeze time, material shrinkage, and cooling conditions. ↩
"Impact of Runner Size, Gate Size, Polymer Viscosity, and Molding ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC11511498/. Injection-molding and polymer-processing sources note that restrictive gates can produce high shear rates and localized heating, which may contribute to polymer degradation for sensitive materials. Evidence role: mechanism; source type: education. Supports: A small gate can increase shear rate and localized heating enough to risk material degradation.. Scope note: Whether degradation occurs depends on gate geometry, injection speed, polymer thermal stability, and residence time. ↩