
ABS (Acrylonitrile Butadiene Styrene) plastic holds a pivotal position in industries ranging from electronics and machinery to automotive and toy manufacturing. Known for its high mechanical strength1 and excellent comprehensive properties, it is the go-to material for large box structures, stress-bearing components, and decorative parts requiring electroplating.
Based on years of practical experience, this guide analyzes the critical process parameters for injection molding2 ABS to ensure high-quality production.
💡 Pro Tip: ABS is highly sensitive to moisture and temperature. Precise control of these factors is the difference between a high-gloss finish and a rejected part.

Drying ABS Plastic: The Critical First Step
ABS has high hygroscopicity (water absorption) and is sensitive to moisture. Insufficient drying is the primary cause of defects such as silver streaks, bubbles, and cloud patterns on the surface of the part.
To ensure quality, the moisture content of the raw material must be controlled to below 0.03%.
Recommended Drying Conditions
| Season/Condition | Temperature | Time | Notes |
|---|---|---|---|
| Dry Winter | 75~80 °C | 2~3 Hours | Standard drying |
| Humid Summer/Rainy | 80~90 °C | 4~8 Hours | Extra time needed for humidity |
| High Gloss/Complex Parts | 80~90 °C | 8~16 Hours | Required for superior finish |
Equipment Advice: It is highly recommended to retrofit the machine hopper with a hot air hopper dryer. This prevents the dried ABS from re-absorbing moisture from the air while waiting to be processed. However, humidity must be monitored closely to prevent overheating if production is interrupted.

Injection Temperature Control
Unlike other amorphous plastics, the relationship between temperature and melt viscosity in ABS is unique. Once the plastic reaches its plasticization temperature (approx. 220~250 °C),blindly increasing the heat does not significantly lower viscosity. Instead, it leads to thermal degradation.
Why Temperature Control Matters
- Degradation: ABS contains butadiene. If the temperature is too high, the material degrades and carbonizes, leading to yellow or brown scorched particles embedded in the part.
- Viscosity: Overheating can actually increase melt viscosity, making injection more difficult.
- Sensitivity: The front end of the barrel and the nozzle are highly sensitive. Even minor fluctuations here can cause weld lines, poor gloss, or flashing.
Barrel Temperature Settings
| Machine Type | Temperature Range |
|---|---|
| Ram (Plunger) Type | 180~230 °C |
| Screw Type | 160~220 °C |
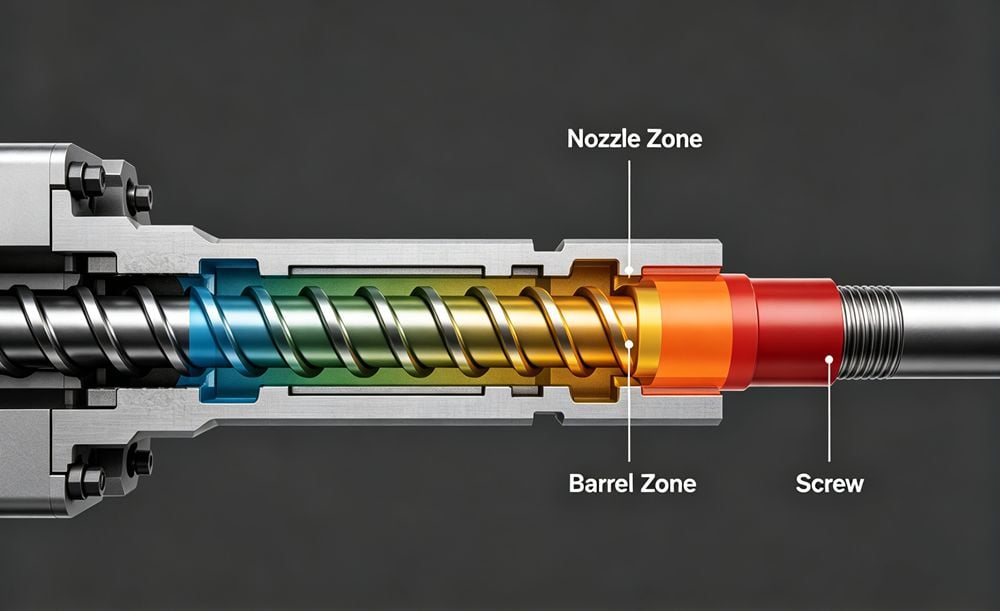
[Image Suggestion 2]: A diagram showing the temperature zones of an injection molding screw and barrel, highlighting the nozzle area. Alt Text: Injection molding barrel temperature zones for ABS.
Injection Pressure
The viscosity of molten ABS is higher than that of Polystyrene (PS) or modified PS. Therefore, higher injection pressure3 is generally required.
- Low Pressure Risks: If pressure is too low, the plastic shrinks significantly and may detach from the mold surface, causing a foggy or matte finish (poor replication).
- High Pressure Risks: Excessive pressure causes strong friction between the plastic and the mold cavity, leading to sticking (mold adhesion) or difficulty in ejection.
Note: Small, simple, and thick parts can be processed with lower pressure, but complex parts require higher pressure to fill.
Injection Speed
For ABS, a medium injection speed4 usually yields the best results.
- Too Fast: Can cause burn marks (dieseling), gas decomposition, and red discoloration near the gate.
- Too Slow: Thin-walled or complex parts may not fill completely (short shots).

Mold Temperature
ABS requires a relatively high forming temperature, and consequently, a higher mold temperature5.
- General Setting: 75~85 °C.
- Large Projection Area: Fixed mold (70~80 °C) / Moving mold (50~60 °C).
For large, complex, or thin-walled parts, active heating of the mold is often necessary. To shorten the production cycle and maintain stability, manufacturers often use water baths (hot or cold) or mechanical fixtures immediately after ejection to compensate for cooling time.
Shot Size Control
To ensure part quality, dimensional stability, and uniform color/gloss, the shot size should be carefully managed relative to the machine's capacity.
- Standard Practice: Usually, the shot volume is about 75% of the machine's standard capacity.
- Optimal Quality: For the best surface finish and stability, it is ideal to use a machine where the part weight is roughly 50% of the machine's rated shot volume.
Summary Checklist for ABS Molding
| Parameter | Key Takeaway |
|---|---|
| Drying | Essential. Keep moisture < 0.03%. Use hopper dryers. |
| Temperature | Avoid overheating to prevent carbonization. Watch the nozzle. |
| Pressure | Balance is key. Avoid sticking (too high) or fogging (too low). |
| Speed | Medium speed preferred to avoid burns or short shots. |
| Mold Temp | Keep it hot (75-85°C) for good gloss and flow. |
Discover other materials with high mechanical strength that can complement or substitute ABS in manufacturing. ↩
Find expert insights and best practices for optimizing the injection molding process for ABS. ↩
Explore the relationship between injection pressure and part quality to enhance your manufacturing processes. ↩
Get insights on the optimal injection speed for ABS to avoid defects and ensure quality. ↩
Learn about the significance of mold temperature in achieving high-quality molded parts. ↩


