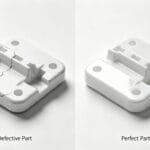
During mold trials, you might encounter a situation where the mold mechanisms run smoothly, but the parts suffer from severe aesthetic issues. A common problem is the appearance of radial white streaks on the surface, known in the industry as "Floating Fiber" or Glass Fiber Exposure.
This defect is particularly prominent in glass fiber-reinforced plastics. As the glass fiber content increases, the severity of the streaks often worsens. For automotive parts or consumer electronics with high aesthetic requirements, this is unacceptable.
Note: This phenomenon is caused by the exposure of white glass fibers on the surface of the plastic melt during mold filling. It becomes even more visible on black or dark-colored parts due to the high contrast.
Root Cause Analysis: Why Does Floating Fiber Occur?
The formation of floating fiber is complex, involving the interaction between material properties and the molding process. Here are the three main factors:
- Density Differences: Glass fibers have a different density than the resin matrix. During flow, the lighter glass fibers tend to float to the surface, while the heavier resin sinks, leading to separation.
- Shear and Viscosity: As the melt flows through the screw and nozzle, shear forces create viscosity differences. This can damage the interface layer of the glass fibers. If the bonding force between the fiber and resin becomes too weak, the fibers break free and accumulate on the surface.
- The "Fountain Flow" Effect: When melt enters the cavity, it flows from the center outward. Glass fibers move toward the mold wall. If the mold surface temperature is too low, the fibers freeze instantly upon contact before they can be fully enveloped by the resin, leaving them exposed.
Material Solutions: Additives and Modifications
Before adjusting the machine, it is worth noting how material formulation affects this defect.
Traditionally, manufacturers add compatibilizers, dispersants, and lubricants (such as silane coupling agents or silicone powders) to improve the interface bonding between the fiber and resin.
Pros & Cons of Material Modifications:
| Method | Advantages | Disadvantages |
|---|---|---|
| Additives (e.g., Silane) | Improves dispersion and bonding; reduces fiber exposure. | High cost; can cause agglomeration; may affect mechanical properties. |
| Short Fibers / Hollow Microspheres | Better flow and dispersion; reduces warpage; lower cost. | Can significantly reduce impact strength. |
Practical Solutions: Mold & Process Optimization
If the material is fixed, we must look at the mold design and injection parameters.
1. Mold Design Adjustments
The gating system plays a critical role. Since glass fiber reinforced plastics have poor流动性 (fluidity), the melt must fill the cavity quickly to prevent fiber separation.
- Runner Design: Use large cross-sections and short, straight flows.
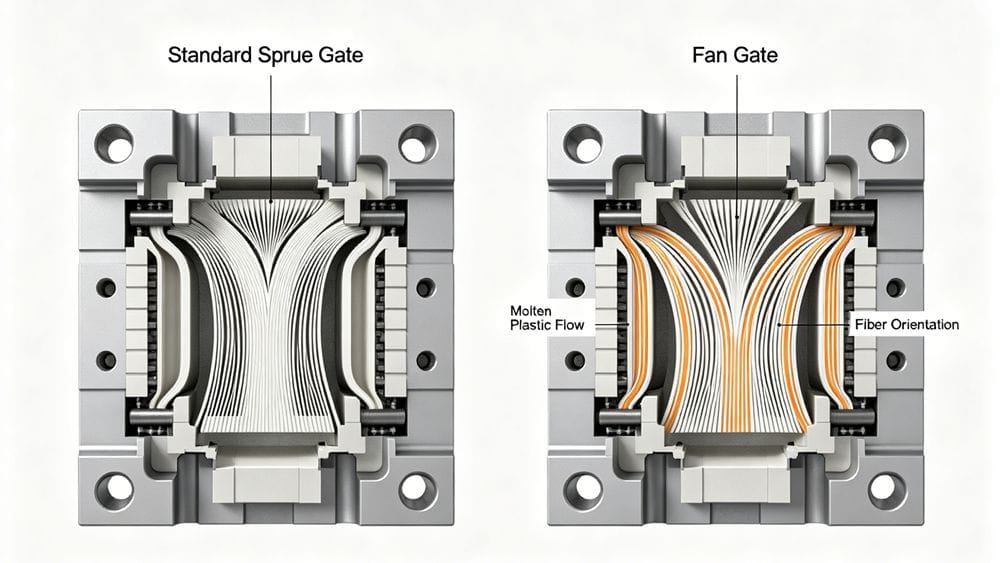
- Gate Type: Switch to fan gates, film gates, or ring gates. Multi-gate systems can also help disrupt flow orientation.
- Venting: Ensure excellent venting to release gases from fiber surface treatments, preventing burns or short shots.
- Wall Thickness: Avoid thick sections where flow speed gradients are high, as this encourages fiber accumulation. Keep wall thickness uniform.
2. Injection Molding Process Optimization
Optimizing the process parameters is often the most immediate way to fix floating fiber. The general rule of thumb is: High Temp, High Pressure, High Speed.
Temperature Control
- Barrel Temperature: Increase by 10~30°C compared to non-reinforced grades. This lowers viscosity and improves flow.
- Warning: Do not exceed the degradation temperature (e.g., for PA66+33%GF, keep below 300°C) to avoid burning.
- Mold Temperature: This is crucial. A higher mold temperature prevents the fibers from freezing instantly upon contact with the cavity wall.
- Recommendation: For PA66+33%GF, a mold temperature of 110°C is often effective.
Pressure and Speed
- Injection Pressure: Higher pressure helps pack the fibers into the resin and improves dispersion.
- Back Pressure: Slightly higher back pressure improves the uniformity of the melt, but avoid excessive shear which breaks fibers.
- Injection Speed: Use fast injection speeds. This ensures the cavity fills before the fibers can separate. However, watch out for "jetting" at the gate.
Screw Speed
- Keep it Low: High screw speeds generate excessive shear heat, damaging the glass fibers and the resin interface.
Summary: Process Parameter Guide
Here is a quick reference table for setting up your machine to minimize floating fiber:
| Parameter | Recommended Setting | Reason |
|---|---|---|
| Barrel Temp | High (+10~30°C) | Reduces viscosity; improves fiber wetting. |
| Mold Temp | High (e.g., 110°C) | Slows cooling; allows resin to envelop fibers. |
| Injection Speed | Fast | Prevents fiber separation during flow. |
| Injection Pressure | High | Improves density and dispersion. |
| Screw Speed | Low | Reduces shear heat and fiber breakage. |
| Back Pressure | Medium-High | Improves melt homogeneity. |
Conclusion
"Floating fiber" is a challenge of balancing flow dynamics. By understanding that the root cause is the separation of fiber and resin, we can counter it by ensuring the resin remains fluid enough to encapsulate the fibers (High Temp) and moves fast enough to prevent settling (High Speed).
Have you encountered floating fiber issues with PA66 or PP? Share your experience in the comments below!