
Polybutylene Terephthalate (PBT) is a widely used engineering thermoplastic known for its excellent mechanical properties, chemical resistance, and electrical insulation. However, to achieve high-quality parts consistently, understanding its unique processing behavior is essential. Below, we detail PBT’s processing characteristics and recommended injection molding1 conditions.

Processing Characteristics of PBT
Low Hygroscopicity—but Moisture-Sensitive at High Temperatures
PBT absorbs relatively little moisture, yet residual water can cause hydrolysis during high-temperature processing, leading to molecular degradation, discoloration (darkening), and surface blemishes. Pre-drying is strongly recommended: typically 2–4 hours at 120°C (with desiccant dryer, dew point ≤ −40°C).Excellent Melt Flowability
PBT exhibits very low melt viscosity, enabling easy molding of thin-walled and complex geometries. However, this also increases the risk of flash (mold) and drooling from the nozzle—requiring tight mold fit and proper nozzle shut-off design.Sharp Melting Transition
PBT has a distinct melting point (~223–225°C). Once above this threshold, melt flow increases abruptly—so precise temperature control is critical to avoid uncontrolled flow or jetting.Narrow Processing Window, Fast Crystallization
PBT crystallizes rapidly upon cooling—even at ambient temperatures. Combined with its high flowability, this makes it ideal for high-speed injection molding, but demands precise control over cycle time and cooling.High & Anisotropic Shrinkage
PBT exhibits relatively large shrinkage (typically 1.5–2.5% for unfilled grades), and shrinkage differs significantly between flow and transverse directions. This anisotropy must be accounted for in mold design to prevent warpage or dimensional inaccuracy.High Notch Sensitivity
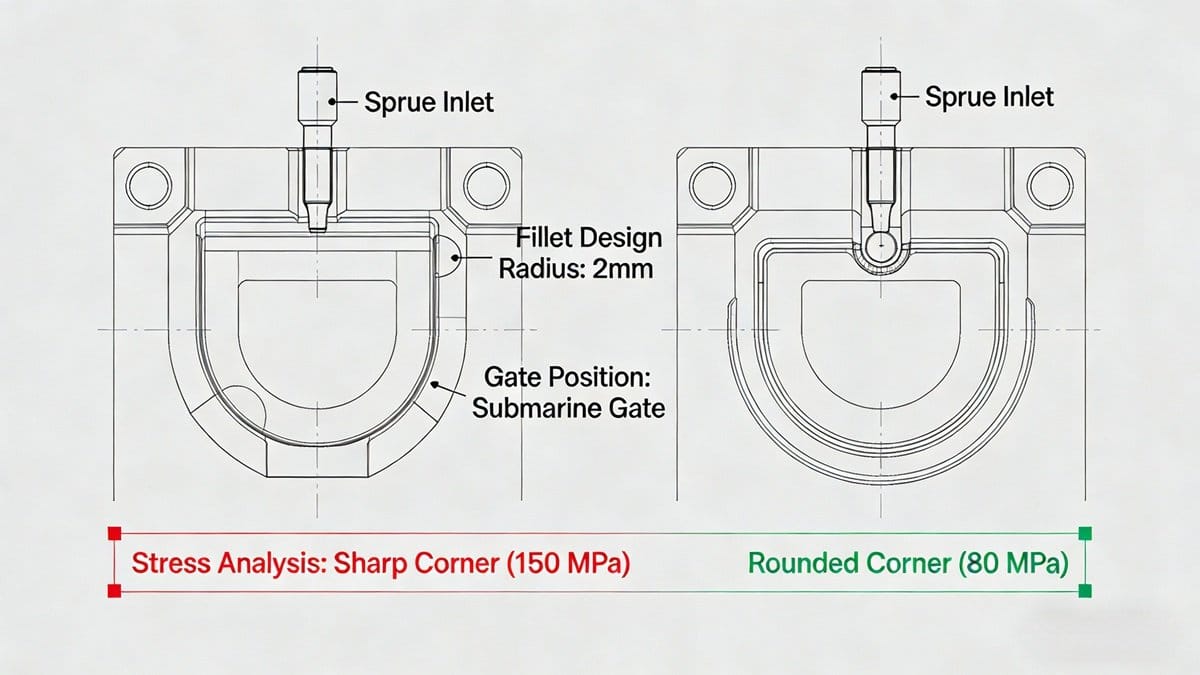
PBT is extremely sensitive to sharp corners, edges, or notches, where stress concentration can drastically reduce load-bearing capacity and lead to brittle fracture under impact or static load.
✅ Design tip: Always use generous fillets (R ≥ 0.5 mm) at internal corners—especially in load-bearing areas.Elongation & Demolding Behavior
- Unfilled PBT has high elongation (~200%), allowing forced ejection of parts with minor undercuts or shallow recesses.
- Glass-fiber or mineral-filled grades show much lower elongation (<50%), making forced demolding risky—avoid undercuts in reinforced grades.
Runner System Design
- Short, robust runners are preferred; circular cross-sections offer the best flow efficiency and lowest shear.
- Standard cold runners work well for most PBT grades.
- For glass-fiber-reinforced PBT, hot runner systems are highly recommended to minimize shear-induced fiber breakage and ensure uniform filling.
Gate Selection & Sizing
- Pin-point gates and submarine (tunnel) gates are commonly used due to their high shear rates, which reduce apparent melt viscosity and improve flow into thin sections.
- Gate diameter should be relatively large (e.g., ≥1.0 mm for standard parts) to avoid excessive shear heating or premature freeze-off.
Gate Placement Strategy
Position gates to direct melt flow straight toward the core or cavity wall, minimizing jetting and ensuring balanced, laminar flow. Poor gate placement can cause:- Surface defects (flow marks, weld lines)
- Reduced mechanical performance
- Internal voids or poor packing
Recommended Injection Molding Parameters for PBT
| Parameter | Unfilled PBT | Glass-Filled PBT (e.g., 30% GF) |
|---|---|---|
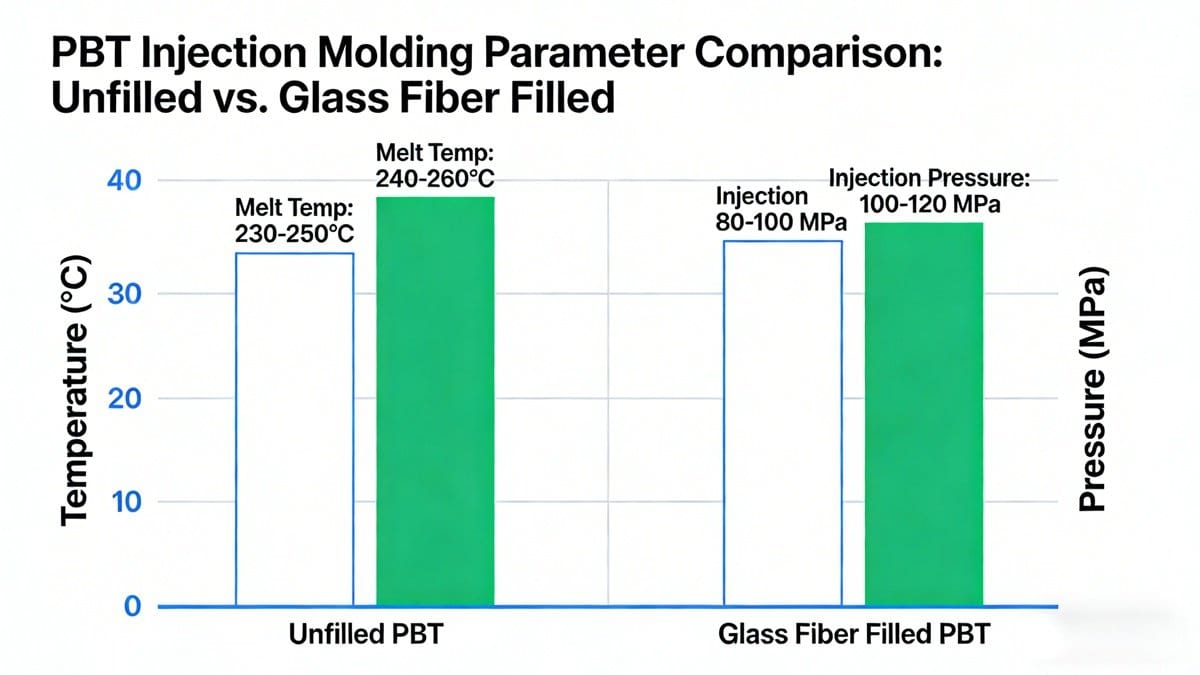
| Barrel Temperature | 240–280°C(Front zone: ~270°C; rear: ~250°C) | 230–260°C(Lower to avoid fiber degradation) |
| Nozzle Temperature | 260–270°C (5–10°C below front barrel zone) | 220–250°C |
| Mold Temperature | 40–60°C(Lower temps speed up cycle; higher temps improve surface finish & reduce warpage) | 60–80°C(Higher mold temp improves fiber orientation & reduces internal stress) |
| Injection Pressure | 60–90 MPa | 80–100 MPa(Higher pressure needed for stiff, filled grades—but keep ≤100 MPa to avoid sticking or flash) |
| Holding Pressure | 50–70% of injection pressure | 60–80% of injection pressure |
| Cooling Time | 20–40 sec (depends on wall thickness) | Slightly longer (due to higher thermal mass) |
💡 Note: Always optimize parameters based on part geometry, wall thickness, and machine capability. Use DOE (Design of Experiments) for critical applications.
Final Takeaway
PBT is a high-performance polymer—but its narrow processing window, sensitivity to moisture, and anisotropic shrinkage demand careful attention to drying, temperature control, mold design, and gate strategy. When handled correctly, PBT delivers outstanding dimensional stability, strength, and surface quality.
Explore this resource to gain insights into optimal injection molding techniques for PBT, ensuring high-quality production. ↩



