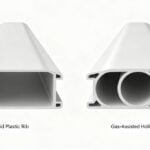
In the injection molding process, the mold cavity is initially filled with air before the plastic melt enters. Additionally, the plastic melt itself generates a significant amount of gas during injection.
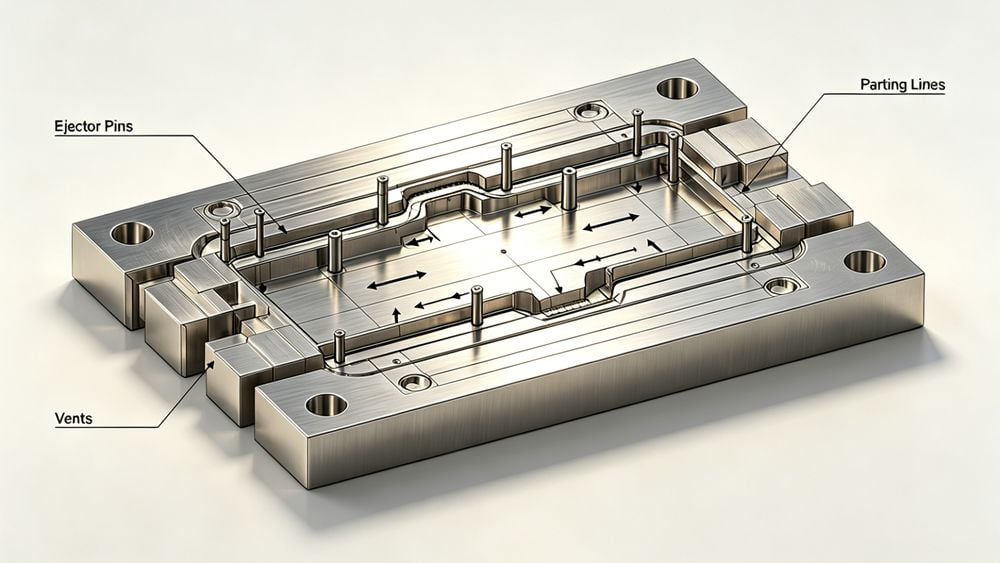
During mold filling, all these gases must be expelled from the cavity. The primary pathways for gas escape generally include:
- Gaps between mold inserts and ejector pins.
- The parting line of the mold.
- Dedicated vents and exhaust grooves.
The Consequences of Poor Venting
When venting is inadequate, the gas within the cavity becomes compressed as the plastic melt is continuously injected. The greater the degree of compression, the stronger the resistance against the advancing melt.
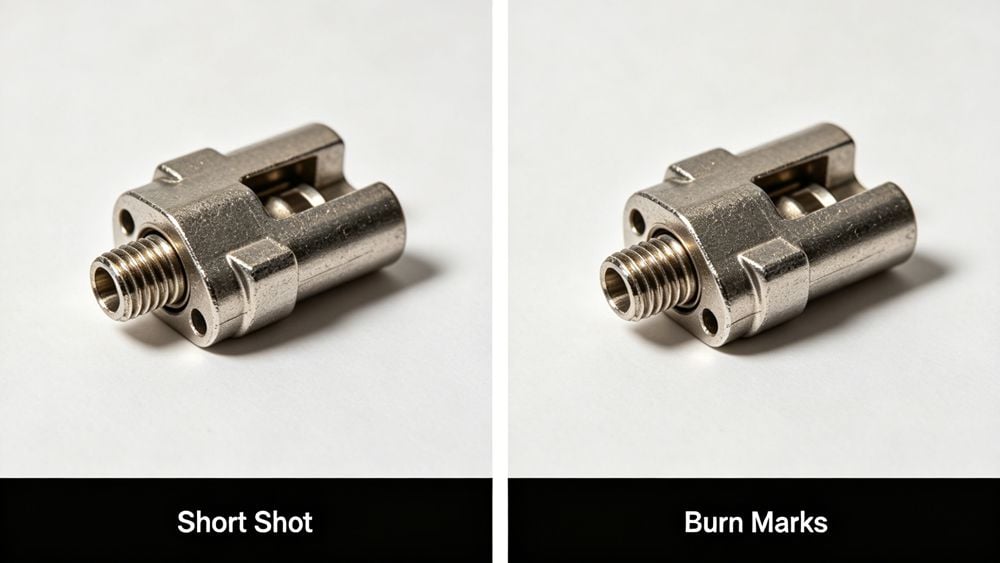
Simultaneously, the plastic melt loses energy during flow, causing its temperature to drop and its fluidity to decrease. Faced with the obstruction of compressed gas, the consequences typically manifest in two ways:
- Short Shots or Burning: The melt fails to overcome the resistance of the compressed gas, forcing it to stop advancing. This results in short shots (incomplete filling) or burnt marks on the part.
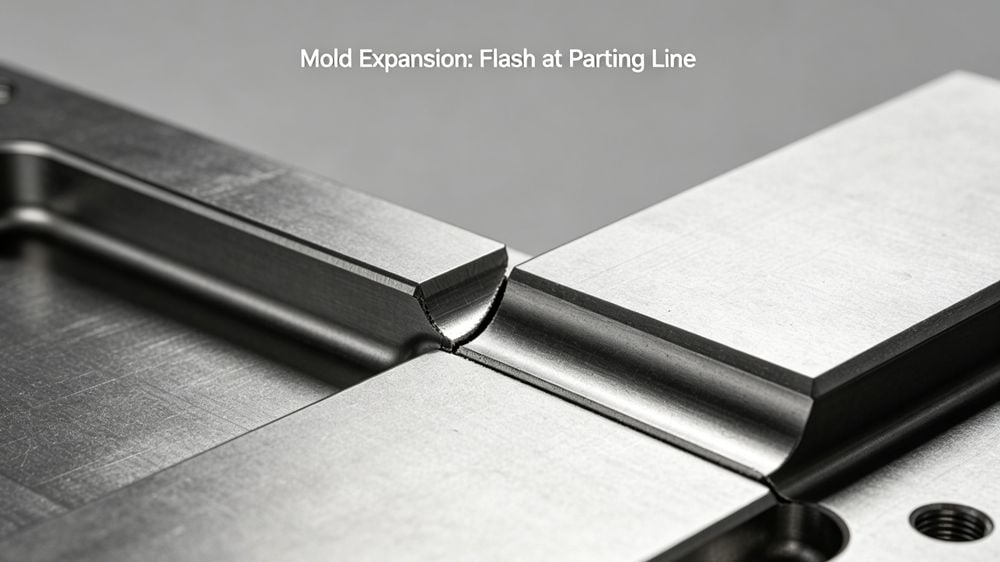
- Mold Expansion: The melt eventually breaks through the air barrier, but the excessive pressure required to do so—particularly in molds with multi-point gates—causes the mold to expand or flash.
Long-Term Mold Deformation
Molds, especially those with multi-point gating systems, are susceptible to deformation after prolonged use. The center area of the gate is directly subjected to the injection pressure from the machine's screw. Consequently, this area has the highest probability of expansion, which ultimately becomes a major factor leading to product rejection.
Comparison of Venting Issues
| Issue | Primary Cause | Resulting Defect |
|---|---|---|
| Air Trapping | Inadequate vents or blocked exhaust paths | Short shots, burn marks, or voids |
| Mold Expansion | Excessive injection pressure overcoming gas resistance | Flash, dimensional inaccuracy, parting line mismatch |